顶针规格和相关过孔、止付螺丝、弹簧的使用一览表:(括号内尺寸为位置不够时使用)


选用原则:
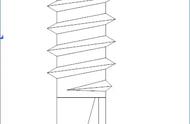
1 当弹簧头部在模具冲压过程中一直藏在模板中时,一般选用LB型顶针,如上左图所示。
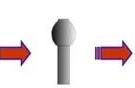
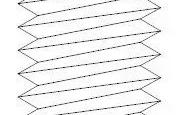
2 当弹簧头部在模具冲压过程中露出模板时,为确保弹簧不发生歪斜,一般选用LA型顶针,如上右图所示
3 一般选用Ø6的顶针;若位置不够时可选Ø4的顶针;当所需顶料力很大,位置又够放时可选取用Ø8,Ø10的顶针(一般不选用)。
4 顶料销长度的选取择:尽量选取用标准长度
5 分布原则,数量:
5.1 翻孔,冲凸米周围对称排配顶针(数量视翻孔的大小)顶料,也可在翻孔内顶料。
5.2 折弯时如果使用顶针脱料,在模上折弯边线隔20-30MM排配一个顶料销,折弯拐角处一定要排配一个顶针。
5.3 折单边时, 折弯边顶针按4.5.2项原则排配,非折弯边视大小均匀分布2~4个顶针。
5.4顶针的排配一般保证顶针边到材料边或模具相应刀口边距离为3MM,注意其位置尺寸尽量整数或小数点后一位。
5.5 内孔精定位销两边一般对称排配两个顶针,外形精定位一般在附近安排一个顶针。
5.6 另外顶针的布置还要考虑整个工件的稳定性。
当你想学设计,找不到学习的方法?
想是问题做才是答案,如果你想学的话你可以加作者获取视频资料软件学习。因很多粉丝想跟作者交流 特此申请了个模具交流微信群 大家一起学习一起交流 有想一起交流的朋友可以私信作者,群里也提供免费的视频资料 UG、CAD软件等各种一切免费资料
关注小编之后私信回复: UG
可以领取学习资料,祝大家学有所成!
,