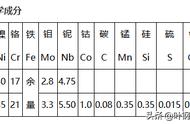
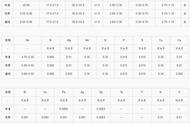
对叶片材料 GH4169 循环硬化相关方面建模,并进行简化涉及到 CHABOCHE 模型包含 11 个参数,其中,K,n 为材料率敏感特性常数;a,c 为相关背应力演化参数;Q,b,k 为材料初始屈服强度和各向同性硬化参数。如表 1 所示,相关参数值来源于文献[4],该作者通过拉伸试验、对称和非对称加载试验,并利用 L-M 非线性优化算法求得。

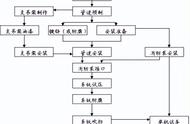
将上文列出的式(1)~式(3)以用户子程序的方式嵌入软件,并定义相关自变量,方便查看这些变量在辊轧过程中的变化情况,使之成为整个有限元程序运行时的一部分。项目共 4 个子程序(USRMTR、USRUPD、USR、USRMSH),包括变量赋值,计算自定义单元及节点变量,存储数据等功能。
3 仿真参数设置
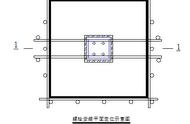
选取航空发动机在产 GH4169 五级叶片,辊轧状态,如图 1 所示。叶片宽度为 30mm,叶身厚度不均,其中,最薄处约为 0.4mm。
由于研究对象为叶片,将模具设定为刚体[8],辊轧过程网格变化剧烈,需要不断进行网格重划分,综合考虑运算精度和效率,选用四面体进行体网格划分,并采用软件局部网格细化功能,将网格密度设置为 0.6,并设置细化比例 0.01,最终单元数为 18536 个,最小单元约 0.3mm。

运动过程分为 2 部分,首先轧辊强制咬入胚料,两轧辊做相互靠近的平动,盆模速度 10mm/s,背模静止,将步长设置为 0.1mm,总步数 100 步;接下来轧辊转动,使坯料经过型槽,形成叶片形状,这部分设置是在第 1 部运行结束后,重新打开 DB 文件,在其运算末步的基础上,运动设置的旋转选项中,输入轧辊转速为0.8rad/s,并设置两辊速转向相反,总时间为 1s。
边界约束条件是对榫头部分进行约束,限制部分自由度,平动过程中,对榫头四个面的胚料延伸方向、宽展方向的平移自由度进行约束;辊轧转动过程中,对榫头四个面的胚料宽展方向、压下方向的平移自由度进行约束。同时利用软件自带的“Active inmeshing”设置进行体积补偿[9],摩擦系数选用剪切摩擦模型[10]
4 结果分析
取坯料上的 4 个特征点,如图 2 所示,其中 P1 点位于开始咬入位置,P2 点位于稳定辊轧区,P3、P4 位于叶身末端。4 点坐标依次为,P(1 0,0,0);P(2 0,0,9);P(3 0,0,17.5);P(4 0,0,25)。