在等离子切割加工过程中,最常见的切割质量问题是底部熔渣,切割角度大(又称为自然坡口)和切割面质量异常。
如果我们能够找到这些问题对应的原因,那就能“对症下药”,高效解决了。为此,我们针对常见的等离子切割质量问题做了详细分析。想要快速提高加工零件的质量?那就快来一起来学习吧。
01切割底部熔渣
碳钢切割时,底部容易出现熔渣问题的原因都有哪些呢?
切割速度太快
电弧会滞后于行走速度,无法完全充分熔解材料;割缝中留下未熔解材料,会滞留在钢板底部,形成不易去除的小渣滓(经常以小的硬珠形态呈现);如果速度太快,电弧会变得非常不稳定,易观察到“火星”甩尾现象,在这种情况下,电弧可能无法穿透金属,或者直接熄弧;
不同的切割速度也会有不同的呈现效果,下面让我们来一起看看吧!

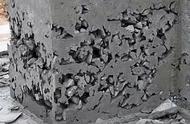
切割速度2895mm/分钟

切割速度3500mm/分钟
上下表面分层,下表面粗糙,且略有内凹

切割速度4000mm/分钟
底部快速熔渣,底部粗糙,略有凹陷
切割速度太慢
电弧会熔解过多材料,凝固在底部形成较为厚重的挂渣,此类刮渣容易去除;同时割缝变大,零件尺寸也会相应变小;如果速度太慢,因为没有足够融化的钢板保持弧转移,此时也会造成熄弧;