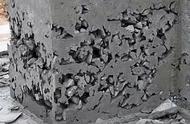
料台熔渣需要及时清理,否则会带来工件底部熔渣,且缩短易损件寿命
切割材质
材质的硬度会影响对等离子弧能量的要求,形成底部熔渣
电源故障
电源故障导致电流或者气压实际值不符合设定值,形成底部熔渣
易损件损坏
易损件过度磨损后,工件底部会形成熔渣
02切割角度大
切割高度(弧压)太高
使用电弧的下部切割材料,造成正角度(底部大于顶部尺寸)
切割高度(弧压)太低
使用电弧的上部切割材料,造成负角度(顶部大于底部尺寸)


切割速度太快
电弧和切割材料接触,顶部能量大于底部能量,顶部熔化的材料比底部更多,造成正角度,此时还会带来底部珠链状、坚硬、难去除的快速熔渣
切割速度太慢
电弧在切割材料处滞留时间较长,底部熔化的材料比顶部更多,造成负角度,此时还会带来大块的、易去除的慢速熔渣
切割速度可以改变实际的弧压值(对比设置弧压)

<<< 点击查看大图 >>>
割炬不垂直
此种情况往往会导致,切割完成的工件呈相对面的平行斜面