一、木工工具分类
木工工具分为电动工具、气动工具和手动工具。
电动工具从功能分可分为多功能工具(万应宝)和单功能工具(如电刨、曲线锯、电圆锯、砂磨机和雕刻机);气动工具有磨光机和打钉机;手动工具可分为量具、手工锯、木工刨、木锉刀、手工凿、木砂纸。
二、电动工具
(一)万应宝
装修木工常用的多功能电动工具为万应宝,万应宝采用摆动设计,提供了很多独特和自由广泛的用途,只需一台机器,配合各种各样的配件,即可实现锯、打磨、刮、切割、锉及压实等作业,在切割铁板时无火花,安全可靠。
特点:a. 摆动设计,切割铁板无火花,锯铁不锯手;b. 3.2度摆动角度加上86度的三角打磨垫,适合在90度的边角进行打磨;c. 超薄设计的打磨垫,适合间隔比较小的隔层进行打磨。
(二)单功能电动工具
装修木工常用的单功能电动工具,常用的有电刨、曲线锯、电圆锯、砂磨机具及小型雕刻机具等。
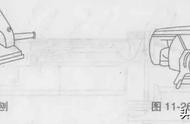
1、电刨
是木工装修使用的主要机具之一。主要用于各种木材的平直表面刨光,产品有短刨和粗刨之分。粗刨主要用于平直木料表面的刨光,并可加工相对较大的板面刨光;短刨除用于板面刨光外,还可与各种导板配合进行刨削企口、边框和开槽等。使用手提式电刨的主要特点是,体积小,重量轻,便于携带,使用方便,与手工工具相比,可大大降低劳动强度,提高加工效率和加工质量。使用手提式电刨时,用右手握住刨身后部的把手,并稍稍抬高刨身后部重心。待左手启动电源后,捏住电刨前部的导向柄,使刨身前部重心低些,并按照刨身前部先接触木料的操作顺序,待刨身后部重心逐渐平稳地接触木料的刨削面时,用双手平稳地将电刨按木料刨削的方向向前推进刨身进行刨削。待刨身完成刨削行程后,左手将电刨前部抬起,之后再用双手拿起重新返回刨削起点处进行刨削,按这样直至将刨削加工全部完成即可。
2、曲线锯
又称电动配刀锯、电动细锯等。是一种既可在木质板材上锯割下料,也可在塑料及金属等板材上进行直线或曲线切割下料的多功能切割工具,尤其对锯切复杂多变形状和曲率半径小的几何图形的各种板材,更能显示其特点。是家庭装修和各种公共室内装修工程中必不可少的一种多功能锯切工具,它具有重量轻、体积小、携带方便、操作简单、应用范围广泛等特点。其锯切原理是,电动曲线锯的锯条较窄,锯的齿形向上,工作时锯条做上下的直线往复运动进行切割,以此按尺寸要求完成各种锯切作业。如果与导板配合,还可以做一定角度斜面加工。
使用电动曲线锯时,对较小、较薄的木板,可先将其固定在工作凳上并用左手扶好工件,而后用右手握锯柄缓慢地向前推进锯割,操作时用力要稳而均匀,不能用力过大,以免伤及身体或损坏锯条;对较大的板材,应待板材固定平稳后,用双手持锯柄向前推进锯削。操作时要按线进行锯削,并始终保持锯条与板面垂直,防止卡锯或别锯现象。
3、电圆锯
也称小型手提式圆盘锯。它是以一种带有弹簧自动安全保护罩和电子控制恒速式电动机的新型手提式小型电动锯,具有操作简便、使用灵活、调整快捷、安全可靠等特点,很适于家庭装修锯割各种木质板材、各种人造纤维板材的下料作业。锯割木料或板材的厚度,一般以60mm以下为宜。
4、砂磨机具
又称小型手提式磨光机。主要用于各种木种木饰面涂漆前的白木磨光,也可用于腻子涂层的表面磨光,但打磨腻子时的粉尘飞扬严重,会严重污染环境,故操作时要加强劳动保护。手提式磨光机具有带式磨光机与平板磨光机等多种类型。带式磨光机主要用于快速磨光木制构件和木制品,平板磨光机常用于家庭装修中面积较大的如木地板等磨光。
5、小型雕刻机
也称槽刨或修边机。使用时可在各种木制品与构件上进行开槽、开榫、打眼、裁口、铣刻以及修边等,也可用在铝合金、塑钢等轻金属材质上进行简单的裁口、铣刻、勾槽和修边等作业,如铝合金(或塑钢)门窗、晾台框架、家具框架等,均可使用此机具,所以也是一种现代家庭装修工程中常用的电动工具之一。
三、气动工具
木工装修常用的手提式气动工具分磨光机和打钉枪两种类型。
1、气动磨光机
也称风磨机。它是利用0.4~0.6MPa或0.6~0.8MPa的压缩空气为动力进行磨光的,品种型号很多,如板式磨光机、盘式磨光机等等。各种气动磨光机的重量通常为2.5~3kg,具有磨光速度快,磨平质量好,使用安全等特点。板式气动磨光机是将砂纸或砂布卡紧在机身的底板上,工作时利用压缩空气为动力在平整的木制品表面进行白木磨光或腻子层磨光,但不适于异形物面的磨光。盘式磨光机既可用于金属表面的锈蚀磨光,也可用于腻子磨光、砂蜡和光蜡抛光等。各种气动磨光机有国产产品和进口产品等许多品种,如国产板式气动磨光机有F66、F32、N3、N2型等多种型号,其中N3型气动磨光机在结构设计方面较其他磨光机更为合理,也便于使用维修和保养。
2、打钉枪
简称钉枪。气动打钉枪有很多种类,如气动板条打钉枪、气动打钉枪、卷钉打钉枪、U形钉打钉枪、无头钉钉钉枪、无头钉多用途钉钉枪等,其中在家庭木工装修工程中使用的主要是手提式气动板条钉钉枪、无头钉打钉枪和U形钉打钉枪三种类型。
四、手动工具
木工手工工具是木工手工操作时使用的工具,也是电动工具和气动工具发明的基石,主要包括手工锯、木工刨、木锉刀、手工凿、木砂纸、量具。
1、手工锯
手工锯的锯割工艺,是传统家具的制作加工的重要组成部分。
2、锯齿锯路
锯,可以把木材锯割成各种形状,或达到木构件需要的尺寸。锯割的目的就是把木材纵向锯开或者横向截断。锯子进行锯割时,就是锯条在直线形式或在曲线形式的轻压和推进的运动中,对木材进行快速切割的一个工作过程。锯子在这个过程中切削木材,由于锯条的锯齿不断的发生作用,木材对锯齿也产生较大的磨擦或挤压力。由此,锯条必须具备抵抗挤压力强度,具备有一定的可塑性和耐热性,使锯条的齿刃不会变钝。
选择锯条时,既要选择锯条刚性好的,又要选择锯条韧性好的,达到锯条容易进行锉磨,又耐使用。一般,手工锯条是常用碳素工具钢制成的,其刚性和热处理都比较好;机械圆锯片选用的是合金工具钢制成的,能符合圆锯片工作的特性;带锯条选用的是铬钨锰合金钢制成的,其刚性和硬度比较适中。所以,选择锯条还需要在实践中真正认识锯条的优劣状况。
木工工匠们在制作的实践中,伴随着家具产品质量的提高和制作工艺的改进和发展,发明了众多的适应加工需要的锯割工具,有的已经淘汰,有的继续使用。但从现阶段传统工匠制作的工艺特点来看,一是传统工艺生产状态还需要手工工具;二是机械化生产的刃磨、修理和维护技术,都和手工工具的维护技术原理相联系相发展。因此,了解众多锯的传统种类,熟悉手工锯的性能,并且善于正确使用,有益于提高传统工艺的制作水平。
木工用锯的核心是锯齿,不同锯割目的的锯子,其齿形和锯路的设计也各不相同。齿刃形状与锯齿的角度有关,一般情况下,顺锯齿形稍微倾斜,约在90°—95°之间,截锯和弯锯则在80°—85°之间。使用时,锯齿角度和锯条齿根线所形成的角度越大,锯割力越弱,锯末易排出,反之,角度越小,锯割力越强,锯末不易排出。木料材质的软硬及燥湿程度也决定着锯齿角度,如硬质或干燥的木料在锯割时,锯齿的角度要小一些,而软质或潮湿的木料锯割时,锯齿角度尽量大一些。新制作的锯子或使用刃钝后的锯子,都要用锉刀进行锉齿。锉齿时,应注意齿形的齿背不高于齿刃,齿喉角刃部平直不凸出,齿距远近一致,齿室大小统一,齿喉角应稍作弯曲,齿尖锋利光亮。锯子由于锯割目的的不同还要对锯齿进行不同形式的分岔处理,从而形成齿刃左右分开呈或宽或窄的“锯路”。锯路多用特制的“拨料器”辅助完成,拨锯齿时,要注意锯路均匀,大小角度一致,锯路平直,无凸出、凹进或扭曲齿存在,否则在使用时会出现锯子跳动或“跑路走线”的现象而影响正常的锯割。锯路大,宜锯割软质或潮湿木材,而锯路小则适于锯割硬质或干燥木材。
锯种类
1)框锯。又名架锯,是由工字形木框架、绞绳与绞片、锯条等组成。锯条两端用旋钮固定在框架上,并可用它调整锯条的角度。绞绳绞紧后,锯条被绷紧,即可使用。框锯按锯条长度及齿距不同可分为粗、中、细三种。粗锯锯条长650—750mm,齿距4—5mm,粗锯主要用于锯割较厚的木料;中锯锯条长550—650mm,齿距3—4mm,中锯主要用于锯割薄木料或开榫头;细锯锯条长450—500mm,齿距2—3mm,细锯主要用于锯割较细的的木材和开榫拉肩。
2)刀锯。刀锯主要由锯刃和锯把两部分组成,可分为单面、双面、夹背刀锯等。单面刀锯锯长350mm,一边有齿刃,根据齿刃功能不同,可分纵割和横割两种;双面刀锯锯长300mm,两边有齿刃,两边的齿刃一般是一边为纵割锯,另一边为横割锯。夹背刀锯锯板长250—300mm,夹背刀锯的锯背上用钢条夹直,锯齿较细,有纵割和横割锯之分。
3)槽锯。槽锯由手把和锯条组成,锯条约长200mm。槽锯主要用于在木料上开槽。
4)板锯。又称手锯。由手把和锯条组成,锯条长约250—750mm,齿距3—4mm,板锯主要用于较宽木板的锯割。
5)狭手锯。锯条窄而长,前端呈尖形,长度约300—400mm。狭手锯主要用于锯割狭小的孔槽。
6)曲线锯。又名绕锯,它的构造与框锯相同,但锯条较窄(10mm左右),主要是用来锯割圆弧、曲线等部分。
7)钢丝锯。又名弓锯,它是用竹片弯成弓形,两端绷装钢丝而成,钢丝上剁出锯齿形的飞棱,利用飞棱的锐刃来锯割。钢丝长约200—600mm,锯弓长800—900mm。钢丝锯主要用于锯割复杂的曲线和开孔。
3、手工刨
家具制作的合缝,各种线形制作的大气和规矩与否,都表现在木工刨子的制作和正确使用方面。手工刨种类多,作用于木料的粗刨、细刨、净料、净光、起线、刨槽、刨圆等方面的制作工艺。
组成:手工刨是传统古家具制作的一种常用工具,由刨刃和刨床两部分构成。刨刃是金属锻制而成的,刨床是木制的。
手工刨刨削的过程,就是刨刃在刨床的向前运动中不断地切削木材的过程。把木材表面刨光或加工方正叫刨料。木料画线、凿榫、锯榫后再进行刨削叫净料。家具结构组合后,全面刨削平整叫净光。
刨刃在不断地切削木料的过程中,木料产生较大的摩擦会反作用于刨刃切削的刃口部,这使刨刃口发热变钝。如果木质越硬,刨刃口的变钝越快。如果木料表面的杂物多,也能使刨刃口的锋利变钝。所以选择刨刃,要挑选刚性好和热处理好的刃片。事实上,刨刃锻造时,刃身是用普通碳素钢(含铁量大),刃部锻制薄薄的一层工具钢淬火粘合,经过机械磨平裁齐,再经热处理后刃部就会软硬适中,即可使用。如果热处理后淬火太硬,刨刃刚性硬,而且不易磨砺,遇到硬物容易破损崩口。热处理后淬火太软,刨刃软容易卷口,而且不能耐久使用,刃口很快会变钝。所以,刨刃的优劣最好以磨砺刨刃后观察。好的刨刃,刃口锻制成薄薄的贴钢,出现的是薄匀发亮的现象,刃身的底铁是发暗灰色,刃身和刃口淬火的粘合显得很是坚实。注意的是:劣质刃口的底铁和刃口钢—个样子的发暗颜色,或是全部发亮,这两种情况的刨刃都不易磨砺。
手工刨种类
手工刨包括常用刨和专用刨。常用刨分为中粗刨、细长刨、细短刨等。专用刨是为制作特殊工艺要求所使用的刨子,专用刨包括轴刨、线刨等。轴刨又包括铁柄刨、圆底轴刨、双重轴刨、内圆刨、外圆刨等。线刨又包括拆口刨、槽刨、凹线刨、圆线刨、单线刨等多种。
1)中长刨:用于一般加工,粗加工表面,工艺要求一般的工件。
2)细长刨:用于精细加工,拼缝及工艺要求高的面板净光。
3)粗短刨:常用于刨削木材粗糙的表面。
4)细短刨:常用于刨削工艺要求较高的木材表面
4、木锉刀
合理选用锉刀,对保证加工质量,提高工作效率和延长锉刀使用寿命有很大的影响。粗齿木锉刀:粗锉刀的齿距大,齿深,不易堵塞,适宜于粗加工(即加工余量大、精度等级和表面质量要求低)及较松软木料的锉削,以提高效率;细齿木锉刀:适宜对材质较硬的材料进行加工,在细加工时也常选用,以保证加工件的准确度。
锉刀锉削方向应与木纹垂直或成一定角度,由于锉刀的齿是向前排列的,即向前推锉时处于锉削(工作)状态,回锉时处于不锉削(非工作)状态,所以推锉时用力向下压,以完成锉削,但要避免上下摇晃,回锉时不用力,以免齿磨钝。
正确握持锉刀有助于提高锉削质量,木锉刀的握法:右手心抵着锉刀木柄的端头,大拇指放在锉刀木柄的上面,其余四指弯在木柄的下面,配合大拇指捏住锉刀木柄,左手则根据锉刀的大小和用力的轻重,可有多种姿势。
使用注意事项:
木锉刀不能用来锉金属材料,不能作橇棒或敲击工件;放置木锉刀时,不要使其露出工作台面,以防锉刀跌落伤脚;也不能把锉刀与锉刀叠放或锉刀与量具叠放。
5、手工凿
手工凿是传统木工工艺中木结构结合的主要工具,用于凿眼、挖空、剔槽、铲削的制作方面。
凿的种类
凿一般有以下几种:
1、平凿:又称板凿,凿刃平整,用来凿方孔。规格有多种。
2、圆凿:有内圆凿和外圆凿两种,凿刃呈圆弧形,用来凿圆孔或圆弧形状,规格有多种。
3、斜刃凿:凿刃是倾斜的,用来倒棱或剔槽。
凿裤,是装凿柄的孔,要选锻造扎实整齐光滑无裂纹的。这样可以保证凿子的使用寿命。刃身部分要选齐整厚实的,刚性好和热处理好的,和刨刃的要求一个样。凿囿的铁圈要圆滑,略窄不易太宽,凿柄也需圆润光滑。
新购置的凿子,需要安装凿柄和凿囿。凿柄用硬木制成,一般长度为130mm,其粗细比凿裤略粗或是相同即可。
安装时,把长150mm的方形木料,先对着凿裤的孔,用斧砍削出斜度,用铁柄刨刨圆修理光滑,严实地和底部顶实装入。反转另一端,按着凿囿的铁圈,砍削或是用铁柄刨修理圆滑,注意要略带一定的斜度装上凿囿,松紧合适。凿囿必须紧紧套好,套好后长出的木材端头,可用手工锯锯割齐平,然后用锤子击打铆紧。
凿囿,传统工艺中早时使用的是牛筋或是麻绳缠圈制作的。后来以铁匠煅打的铁圈作为凿囿使用,可用一般为φ20mm左右的铁管,用钢锯锯出4mm厚的圆圈,再用钢锉锉磨齐整光滑,然后套在凿柄上使用。
凿的使用
打眼(又称凿孔、凿眼)前应先划好眼的墨线,木料放在垫木或工作凳上,打眼的面向上,人可坐在木料上面,如果木料短小,可以用脚踏牢。打眼时,左手紧握凿柄,将凿刃放在靠近身边的横线附近(约离横线3—5mm),凿刃斜面向外。凿要拿垂直,用斧或锤着力地敲击凿顶,使凿刃垂直进入木料内,这时木料纤维被切断,再拔出凿子,把凿子移前一些斜向打一下,将木屑从孔中剔出。以后就如此反复打凿及剔出木屑,当凿到另一条线附近时,要把凿子反转过来,凿子垂直打下,剔出木屑。当孔深凿到木料厚度一半时,再修凿前后壁,但两根横线应留在木料上不要凿去。打全眼时(凿透孔),应先凿背面,到一半深,将木料翻身,从正面打凿,这样眼的四周不会产生撕裂现象。
凿的修理
凿子的磨砺和刨刃的磨砺方法基本——致,但因凿子的凿柄长,磨刃时要特别注意平行往复前后推拉,用力均匀,姿势正确。千万不能一上一下,使刃面形成弧形。磨好的刃,刃部锋利,刃背平直,刃面齐整明亮,不得有凸棱和凸圆出现的状况。
6、木砂纸
砂纸。可分纸干砂纸、水砂纸和砂布等。干砂纸用于磨光木件,水砂纸用地沾水打磨物件,砂布多用于打磨金属件,也可用于木结构。每一道工序所使用的砂纸目数是有工艺要求的。
为了得到光洁平整的加工面,可将砂纸包在平整的木块(或其他平面)上,并顺着纹路进行砂磨,用力要均匀先重后轻,并选择合适的砂纸进行打磨。通常先用粗砂纸,后用细砂纸。当砂纸受潮变软时,可在火上烤一下再用。
7、钢卷尺
用于下料和度量部件,携带方便,使用灵活。常选用2m或3m的规格。
8、钢直尺
一般用不锈钢制作,精度高而且耐磨损。用于榫线、起线、槽线等方面的划线。常选用150—500mm的
9、角尺
木工用的角尺为90°直角,古时人们把角尺(或叫方尺)和圆规称作规矩。俗语有:“没有规矩,不成方圆”。
规,圆规。圆的规范,轨迹靠的是圆规;矩,矩形。矩形的方正靠的是角尺。有圆规和角尺可以完善方形与圆形的家具造型。
角尺可用于下料划线时的垂直划线;用于结构榫眼、榫肩的平行划线;用于制作产品角度衡量的是否正确与垂直,还用于加工面板是否平整等等。
角尺有木制的、有钢制的、有铝制的。角尺是木工划线的主要工具,其规格是以尺柄与尺翼的长短比例而确定的。
如:小角尺200:300mm;中角尺250:410mm;大角尺400:630mm。
角尺的直角精度一定要保护好,不得乱扔或丢放,更不能随意拿角尺敲打物件,造成尺柄和尺翼结合处松动,使角尺的垂直度发生变化不能使用。
10、墨斗
墨斗的原理是由墨线绕在活动的轮子上墨线经过墨斗轮子缠绕后,端头的线拴在一个定针上。使用时,拉住定针,在活动轮的转动下,抽出的墨线经过墨斗沾墨,拉直墨线在木材上弹出需要加工的线。
墨斗多用于木材下料,从事家具制作的木工墨斗可做的较小些,从事建筑木结构制作木工可做的大些。一方面可以用墨斗作圆木锯材的弹线,或调直木板边棱的弹线,还可以用于选材拼板的打号弹线等其他方面。如木板打号或弹线中,墨斗有时还用作吊垂线,衡量放线是否垂直与平整。
墨斗弹线的方法:左手拿墨斗,用少量的清水把线轮浇湿,用墨汁把墨盒内的棉花染黑。使用时左手拇指按铅笔压住墨盒中的棉花团,拇指掌还要靠住线轮或是放开线轮来控制轮子的转动或是停止。右手先把墨斗的定针固定在木料的一端点。这时左手放松轮子拉出沾墨的细线,拉紧靠在木料的面上,右手在中间捏墨线向上垂直于木面提起,即时一丢,便可弹出明显而笔直的墨线。
墨斗使用中,弹线一定要注意,右手在中间捏墨线提起弹线,保证垂直,不能忽左忽右,避免弹出的墨线不直,形成弯线或是弧线的形式,造成下料的板材出现弯度。
11、划子
划子是配合墨斗用于压墨拉线和划线的工具。取材于水牛角,锯削成刻刀样形状。把划线部分的薄刃在磨石上磨薄磨光即可使用。
好的水牛角划子蘸墨均匀,划线清晰。只要使用方法正确,立正划子划线,划子划的线误差比铅笔划线要小得多。只是后来人们逐渐使用铅笔,也有的用竹片制作划子,但误差较大,效果不是太好。
划线要领
下料划线有传承的工艺规范,又是“三分划线七分做”的部分内容。选择材料;搭配材料和加工余量等方面可由下料划线得到正确体现。
划线是家具制作的前提或是基础条件。下料划线是家具形状、结构和材料运用设计的第一前提。因为,下料划线是保证制作家具的形状,首先决定用什么材料,材料的好劣、大小、质量是否能够满足家具制作要求,怎么制作和制作什么的大问题。下料划线要整体设计构思。
划线工艺是木工行内的规范,作为一种技术语言,是通用的。是一人划线,多人锯割、刨削、凿刻、锯卯、组装制作的交流语言,是传统工艺最早的一种制作的生产流动线。
划线与选材下料相联系,与各种加工制作的工序相联系,和家具式样的艺术美相联系。所以,划线是家具制作特别重要的前提和保证。民间工艺中又有人把家具划线称作:“量体裁衣,省工省料”。按照制作的要求,家具样式好,结构牢,还要省工省料,意指衡量设计家具的“体”,裁制木材的“衣”,达到合理用料。
(1)划线应了解木工的量具和划线工具,结合木结构的划线工艺夯实划线的基础和达到必须的要求。
(2)划线的准确度,主要靠量具的正确运用。一是划线的工具,如尺子的规范,角尺和斜尺的角度正确。二是用笔的误差。即铅笔误差一般在0.25—0.3mm左右,传统技法一般讲究用前面下料划线中讲的划子。有的用划线刀,划线刀在一些角度结合时划线还是较为准确的。
划线的准确度,还要靠划线的规范。正确的线形是工艺的前提,按线形加工的准确度,常常有工艺的规范要求。如刨料、锯料粗加工时,多为留线;锯料粗加工时可锯线或留线。又如刨料、凿榫眼和锯料细加工时,要根据结合部位的大小尺度讲究吃线和留线。
(3)正确运用吃线和留线的方法,是加工时去掉线合适还是留下线合适,这就是一线之差。一线之差可以保证家具结构的牢实,一线之差又可以造成家具结构的松动,质量不能保证。工匠在锯刨凿的加工中,运用吃线和留线的一线之差,来保证加工质量的准确度。
12、羊角锤
羊角锤的使用方法
(1)要将钉子顺直地钉入木材内,操作时锤顶应与钉子轴线方向垂直,不要偏斜,否则易将钉子打弯。
(2)为使钉子顺利地钉入木材中,开头几锤应轻敲,使钉子保持顺直进入木材内一定深度,后几锤可稍用劲,这样可以避免钉身弯曲。
(3)在硬杂木上钉钉子时J应先按钉子规格在木材上钻一小孔,再钉入可防止将钉子打弯或将木材钉劈裂。
维修羊角锤
(1)羊角锤松动~般多在锤头与锤把连接处松动。若锤头松动,钉钉子时容易将钉子钉弯。而且锤头易脱落伤人。此时可在锤孔跟的木把中打入铁楔或钉子背紧。
(2)锤把断裂先用冲子将断在锤头孔眼中的断锤把打出,然后按孔眼大小重新安装锤把。对锤把打入锤头孔眼中的部分,划削锤把时应上端略小,下端略大,以使其能顺利打入孔眼中,并安装牢固。
13、斧
斧的分类
斧质量1.0~1.25g,斧分双刃斧和单刃斧两种。双刃斧的斧刃在中间,可以自左或右两面砍劈木材,方便灵活。但不如单刃斧能吃料。单刃斧的斧刃在斧的一边,角度比较小,只能向一边砍,但砍时容易吃料,容易砍直。
斧的使用方法
有平砍和立砍两种。平砍时一般双手握斧砍削,操作时将木料稳固在工作台上,一手握住斧把尾端,另一手握住斧把中部,先在木料上顺纹砍出切口,然后再按墨线从右至左砍削。立砍为单手砍削,操作对,一手紧握斧把,另一只手握住木料一边的上部。先在木料上顺纹方向斜向砍出切口截断边沿部分的木纤维,切口深度不得砍过墨线,然后按墨线从上到下逐渐砍削。
用斧砍削木料时注意以下几点
(1)落斧位置要准确,要掌握好落斧方向和用力大小。
(2)以线为准,并要注意留出刨光的厚度:可每隔100岫左右斜砍若干切口,待斧落到切口处,木片就容易脱落。
(3)如遇到节子,短料应将木料调头从另一端再砍:长料应从双面砍剃。如节子在板材中心时,应从节子中心向两边砍削。
(4)砍削软材时,不要用力过猛。要轻砍细削。用力过猛会使木料顺纹理撕裂。
(5)在地面上砍劈时,木材底下要垫上木块,以免损伤斧刃.圜木料平砍时,应将其放在马架或枕槽上,以便固定。
(6)时刻注意斧把的牢固,防止斧头脱出伤人。砍料的斧子必须锋利,使用时才能得心应手.轻快准确:钝斧子不仅操作费力,而且斧刃吃不住料。容易伤人。
14、锛
锛的使用方法
(1)左手不离怀,右手只管抬。使用锛子时,左手握住锛把尾端,曲肘靠近怀部,用力不能太猛,而用寸劲掌握准头,控制方向:右手把锛把1/3处(由尾端算起),将锛提到一定高度用力压下。(2)使用锛时应“右脚在前左在后,两腿靠拢丁字步,往后退步左先走,右脚跟上倒牵牛”。(3)下锛时,锛刃离脚越近越保险,离脚越远越危险。一般锛刃的位置最远超过前脚300皿m为宜。(4)锛子上下砍,腰身不动弹。不论举锛或下锛,身子不要随着锛子的上下而摆动。
,