滚丝不合格,我们怎么办?

问题3描述:
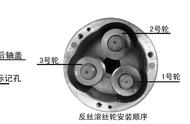
使用滚丝机滚压螺纹时,螺纹的中径偏小,外径偏大。
问题分析:
通过和厂家技术人员沟通,
1.我们把活动主轴的位置调的稍微远一些。
2.同时把滚压压力从原来的3-4MPa降到了2-3MPa。由于我们滚的是M6的螺纹。所以压力不能太大。
3.滚压时间原先是3秒,现在调整到了2秒。
螺纹最终合格了。
结论:
通过以上可看出,如果要想解决中径偏小,外径偏大的问题。那么我们就要调整以下三点:
1.活动主轴调远
2.滚压压力调小
3.滚压时间调小

问题4描述:
使用滚丝机滚压螺纹时中径合格,外径过小。
这其实问题很简单就是螺纹杆径偏小了。
问题5描述:
使用滚丝机滚压螺纹时中径过大,外径合格
这其实问题和问题4类似就是螺纹杆径偏大了。

这些都是在实际使用中常出现的问题,需要每个操作人员熟练掌握,以便获得合格的螺纹。加工出合格的产品。