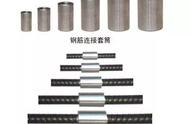
钢筋与机械连接用套筒
1开篇语
随着送变电工程电压等级的提高,架空输电线路铁塔基础规格相应加大,使得基础配筋量、钢筋规格也加大,接头数量多,采用钢筋滚压直螺纹机械连接工艺代替常用的电弧焊进行钢筋连接,投入小、施工效率高、安全可靠、经济效益显著。不同电压等级主筋使用情况:
11000kV特高压双回基础单腿主筋数量:56根,Ф32mm;
2750kV双回线路基础单腿主筋数量:32根, Ф28mm
3750kV单回基础单腿主筋数量:28根(掏挖基础) Ф22mm 。

钢筋机械连接
2技术工艺特点
1需要设备少,操作简单、方便,滚丝机为成型设备,体积小,自动化程度高;
2生产效率高,正常熟练的情况下,一台滚丝机只需配置一名机械操作手,两名力工,一天可完成接头连接300-400个;
3不需要搭接,节省钢材,连接处不需要制作同心弯,减少施工操作,降低工人劳动强度;
4无废气污染、热量辐射,安全可靠,劳动条件好。
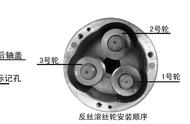
3连接工艺原理
钢筋直螺纹连接技术分为多种型式,其中剥肋滚压直螺纹连接应用最广。其原理是将待连接钢筋端部的纵肋和横肋用切削的方法剥掉一部分,然后直接滚轧成普通直螺纹,用特制的直螺纹套筒连接起来,形成钢筋的连接。

电弧焊与机械连接产品对比
4钢筋连接操作流程
施工准备(包括套筒采购、滚丝机调试、人员培训等)钢筋下料丝头加工套筒连接存放待用,长度较长的,丝头加工完毕后,可以拉到现场在坑口进行连接。运输过程应对螺纹进行保护。
5操作要点
5.1 施工准备
1钢筋:应有出厂合格证,试验报告性能指标应符合有关标准或规范的规定。钢筋的验收和加工,应按有关的规定进行。
2接头连接套筒:应有出厂合格证、型式检验报告、厂家资质,试验报告性能应符合有关标准或规范的规定。材料用45号优质碳素结构钢。
3机具:滚丝机安装调试完毕。
4人员:滚丝机操作手经公司内部或项目部培训合格,持证上岗。
5.2 钢筋下料
根据钢筋进货长度和基础钢筋需要的长度,以最优搭配,确保钢筋平直后,采用砂轮锯进行下料,如果钢筋端头存在弯曲、马蹄形等质量缺陷,则应切除。
5.3 丝头加工
将钢筋放入滚丝机夹具,端头伸至丝刀入口,启动机器,打开润滑液开关,进行丝头加工。加工丝头时,应采用水溶性切削滑液,不得在不加润滑液的情况下车牙。丝头加工由机器自动完成,操作人员只需进行启动、退回操作。半自动型设备则需要操作手扳动摇柄使机器丝刀推进、退出。丝头加工完成,应进行外观检查,用环规检查丝头加工尺寸,目测检查螺纹牙型、有效螺纹数量及长度,确保满足规程要求。