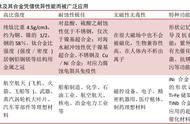
钛合金气瓶在航天领域应用已较为成熟,如在运载火箭上作为增压系统极为重要的焊接组件为燃料贮箱增压、补压,作为卫星控制与推进分系统的重要部件,为卫星提供高压气体源,在导弹中负担贮存和供给制冷用气任务等。其共同的特点就是均需承受非常高的工作压力。因此,用于制备高压气瓶的钛合金材料就需要具备较高的力学性能。现广泛用于制造气瓶的钛合金有TC4ELI、TA7ELI、TC4 等,其热处理后的强度水平均低于1000MPa,本文选用TC18 钛合金开展半球形锻件的研究和试制工作,拟提供一种高性能的气瓶用半球形锻件,从而为钛合金高压气瓶的应用发展提供基础数据,同时也为拓展TC18 钛合金应用范围打下基础。
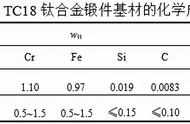
试验材料及方法试验选材试验材料为经过3 次VAR 熔炼的TC18 钛合金铸锭,其锭型为φ820mm,主要化学成分范围见表1。经测定,该铸锭的头、尾相变点分别为869℃和871℃。
试验方法试验选用设备为80/100MN 油压快锻机和31.5MN 水压机,采用先锻造制坯后胎模锻成形的方法进行半球形锻件的试制。基本的工艺路线为:锻造开坯→锻制棒坯→下料→锻制饼坯→机加→无损检测→涂层→胎模锻成形→检验。
半球形锻件整体外形检验采用目视进行。将半球形锻件沿中心线剖开后利用卡尺、卷尺等工具多点测量尺寸。显微组织和力学性能均在弦向样条上取样检验,其取样位置如图1 所示,显微组织试样为15mm×15mm×15mm,力学性能试样为15mm×15mm×80mm,其中室温冲击韧性试样开口类型为U 口。显微组织观测设备为Axiovert200MAT光学显微镜,室温拉伸性能在Instron 5885 电子万能材料试验机上进行,室温冲击韧性在JNS-300 摆锤式冲击试验机上进行。
表1 试验用TC18 合金锭的化学成分(wt%)


图1 TC18 钛合金半球形锻件取样图
锻件锻造工艺TC18 钛合金是一种近β 型高强度、高韧性钛合金,它的名义成分为Ti-5Al-5Mo-5V-1Cr-1Fe,其Mo 当量高达12.6,属高合金化钛合金,其锻造变形过程中的抗力较一般合金大,变形极易出现不均匀组织。它的Tβ 相转变点一般为(870±20)℃,锻造温度则一般在Tβ-(20 ~60)℃,锻造变形温度区间极窄。因此,结合TC18 锻造变形时的特性,在合适的温度加热后,铸锭开坯和棒坯的锻制全部采用80/100MN 油压快锻机进行,以便有效控制锻造时的道次变形量和变形速率等工艺参数。整个棒坯锻制采用特定加热工艺和镦粗拔长工艺,工艺方案示意图如图2 所示。β 相区加热温度为Tβ (40 ~100)℃,α β 相区加热温度为Tβ-(20 ~60)℃,经多火次加热、锻造后,锻制成规格为φ350 ~φ450mm的棒坯。棒坯再经带锯下料,利用31.5MN 水压机锻制半球形锻件用的圆形饼坯,饼坯的厚度和直径由半球形锻件的尺寸决定,饼坯应进行机加去除氧化皮和锻制缺陷,保证表面粗糙度Ra ≤3.2μm,以便进行无损探伤,同时确保模锻过程中锻件不因饼坯的表面缺陷而产生裂纹导致报废。

图2 TC18 钛合金棒坯锻制工艺
半球形锻件锻造成形使用的胎模具简易图如图3所示。模具主要结构分为凸模、导套和凹模,其中凹模上端加工有定位槽,定位槽的深度与半球形锻件用饼坯厚度相同,直径比饼坯稍大。定位槽的作用主要是模锻前和模锻变形起始阶段饼坯的定位,以保证整个变形的起点从饼坯的中心开始。导套随着凸模下压同步向下运动,以确保锻件在整个锻压成形过程中不会出现偏斜和移位。模锻成形时,凸模固定在锻压机的上砧上,凹模平置在凸模的正下方,与凸模配套使用。整个模锻过程的锻压速率由锻压机控制,为保证半球形锻件的成形性和表面质量,避免在受拉应力较大的边缘出现撕裂缺陷,整个锻压变形过程应严格控制压下速率,并尽可能保证匀速进行。另外,模锻前还应做好模具的预热工作和润滑防护工作,模具预热温度可根据情况在200 ~600℃之间选择。润滑可采用石墨粉或二硫化钼等锻造常用润滑剂,在与锻件接触的模具内壁上均匀涂刷润滑剂,不仅可有效减小变形过程中的摩擦力,提高成形过程金属的流动性,降低锻件表面产生裂纹的机率,而且也有利于半球形锻件锻压成形后的脱模。
锻件成形性分析TC18 钛合金半球形锻件实物如图4 所示。本次试验共试制TC18 钛合金半球形锻件3 件,从试制的情况和结果来看,TC18 钛合金在锻压半球形锻件时的成形性良好,成形过程稳定。整个试验过程锻压力平均不高于20MN。成形后TC18 钛合金半球形锻件的形状规整,未出现明显的锻压偏斜情况。底端周向的“压余”和“飞边”形状对称、厚度均匀一致。锻件内腔和外表面无任何明显裂纹、折叠等缺陷产生。整个模锻过程不仅稳定可控而且易于执行。说明本次试验制定的模锻工艺方案是合理可行的。