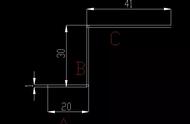
如上图,释放槽的长度可以为c,h可为镭射割线的宽度
22.工艺孔的开立
为了考虑零件的外观,使得折弯边相交的地方不出现挤料,多料的情况,工艺孔是很重要的,
1).以最常见的长边包短边形式加以说明,工艺孔的形状一般为圆孔和方孔,大小为板厚的1.5倍(当然尽量选用已有刀具),位置是在包边上,如下图(圆孔的例子),注:c的尺寸也是很重要的,一般为:c≥B T(板厚)-α(折弯系数) 间隙
( 0.2~1.0mm).


eg: 板厚T=1.5 A边包B边, 则:工艺孔的位置为a=0.5, b=0.5, 大小为Φ2.5, Φ2.0也可以.(一定要大于板厚) 2).对接的情况开在交点上即可, eg:板厚T=1.5 , 则工艺孔的位置是:a=0, b=0, 大小为Φ2.5,Φ2.0也可以.
23.图中的两处折弯有待用现场刀具去试验确定,多数是无法折弯的,这种情况下只能考虑开模或别的加工.

24.改槽的工艺