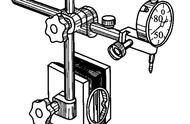
⑤用百分表校正或测量工件时,应当使测量杆有一定的初始测量压力。即在测头与工件表面接触时,测量杆应有0.3~lmm的压缩量,使指针转过半圈左右,然后转动表圈,使表盘的零位刻线对准指针。轻轻地拉动手提测量杆的圆头,拉起和放松几次,检 查指针所指零位有无改变。当指针零位稳定后,再开始测量或校正工件的工作。如果是校正工件,此时开始改变工件的相对位置,读出指针的偏摆值,就是工件安装的偏差数值。
百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
百分表的读数方法图解
例1:

如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为0mm) (读大指针转过的刻度线(即小数部分),并乘以0.01为0.87mm)=0.87mm
例2:

如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm) (读大指针转过的刻度线(即小数部分),并乘以0.65为0.65mm)=1.65mm
例3:

如上图所示的数值为:(读小指针转过的刻度线(即毫米整数)为1mm) (读大指针转过的刻度线(即小数部分),并乘以0.97为0.97mm)=1.97mm
例四: