镗套设置在刀具的后方。用于立镗时,切屑不会影响镗套。
(3)无支承镗模
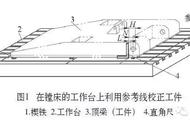
工件在刚性好、精度高的金刚镗床、坐标镗床或数控机床、加工中心上镗孔时,夹具上不设置镗模支承,加工孔的尺寸和位置精度均由镗床保证。这类夹具只需设计定位装置、夹紧装置和夹具体。

1、3—V形块 2—浮动压块 4—弹簧 5—活塞 6—活塞杆
7—转动叉形块 8、9—浮动压板
二、镗模的设计要点
设计镗模时,除了定位、夹紧装置外,主要考虑与镗刀密切相关的刀具导向装置的合理选用(镗套、镗杆)。
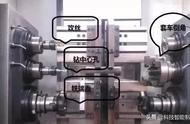
(1)镗套:用于引导镗杆。镗套的结构形式和精度直接影响被加工孔的精度。常用的镗套有以下两类。
1)固定式镗套:即在镗孔过程中不随镗杆转动的镗套。下图是标准结构的固定式镗套(JB/T8046.1-1999),与快换钻套结构相似。A型不带油杯和油槽,镗杆上开油槽;B型则带油杯和油槽,使镗杆和镗套之间能充分润滑。

这类镗套结构紧凑,外形尺寸小;制造简单;位置精度高;但镗套易于磨损。因此固定式镗套适用于低速镗孔,一般线速度

,固定式镗套的导向长度