2)回转式镗套
在镗孔过程中随镗杆一起转动,镗杆与镗套之间只有相对移动而无相对转动,减少镗套磨损,不会因摩擦发热出现“卡死”现象。这类镗套适用于高速镗孔。
根据回转部分的工作方式不同,分为内滚式回转镗套和外滚式回转镗套。内滚式回转镗套是把回转部分安装在镗杆上,并且成为镗杆的一部分;外滚式回转镗套是把回转部分安装在导向支架上。

外滚式回转镗套
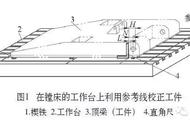
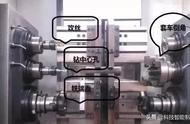
1、6—镗套 2—轴承 3—镗模支架 4—调整垫 5—轴承端盖
回转镗套一般用于镗削孔距较大的孔系,当被加工孔径大于镗套孔径时,需在镗套上开引刀槽,使装好刀的镗杆能顺利进入。为确保进入引刀槽,镗套上设置尖头键或钩头键,如下所示。回转镗套的导向长度


(2)镗杆 下图为用于固定镗套的镗杆导向部分结构。当导向直径d<50mm时,常采用整体式结构。图(a)为开油槽的镗杆,镗杆与镗套的接触面积大,磨损大,若切屑从油槽内进入镗套,则易出现“卡死”现象,但镗杆的刚度和强度较好;图(b)、(c)为深直槽和螺旋槽的镗杆,这种结构可减少镗杆与镗套的接触面积,沟槽有存屑能力,可减少“卡死”现象,但镗杆刚度较低;图(d)为镶条式结构。镶条采用摩镲系数小和耐磨的材料,如铜或钢。镶条磨损后,可在底部加垫片,重新修磨。这种结构摩擦面积小,容屑量大,不易卡死。