(3)镗床平旋盘带动镗刀旋转,工作台带动工件做纵向进给运动。
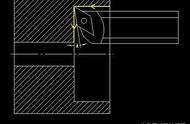
上述两种镗削方式,孔径的尺寸和公差要由调整刀头伸出的长度来保证,如图7-14所示。需要进行调整、试镗和测量,孔径合格后方能正式镗削,其操作技术要求较高。
图7-15所示的镗床平旋盘可随主轴箱上、下移动,自身又能做旋转运动。其中部的径向刀架可做径向进给运动,也可处于所需的任一位置上。


如图7-16a所示,利用径向刀架使镗刀处于偏心位置,即可镗削大孔。Φ200mm以上的孔多用这种镗削方式,但孔不宜过长。图7-16b为镗削内槽,平旋盘带动镗刀旋转,径向刀架带动镗刀做连续的径向进给运动。若将刀尖伸出刀杆端部,亦可镗削孔的端面。
镗床主要用于镗削大中型支架或箱体的支承孔、内槽和孔的端面;镗床也可用来钻孔、扩孔、铰孔、铣槽和铣平面。
3.铣床镗孔
在卧式铣床上镗孔与图7-12a所示的方式相同,镗刀杆装在卧式铣床的主轴锥孔内做旋转运动,工件安装在工作台上做横向进给运动。
,