钻头修磨培训材料
一、钻头的种类及特点
1)种类
1.1高速钢钻头(普通钻头)
主要采用高速钢W系、Mo系材料
1..2、(合金钻头)
采用钨钛类(YG)、钨钛钴类(YT)材料
高速钢和硬质合金材料的物理力学性能

2)特点
硬质合金钻的特点:硬度高、导热快、韧性好、弹性好,
硬质合金钻的缺点:抗冲击力性差、抗磨性差。
而高速钢钻头的优缺点与硬质合金钻的特点正相反。
二、钻头的结构
2.1螺旋槽:是为排出切屑而设置的,它的大小应该使切屑顺利地排出,并应带有螺旋角。其沟槽的螺旋角,应工件的材料的种类不同而异。对硬的材料,角度要小,对软的材料,角度要大。加工钢铁用的普通钻头,螺旋角大约为 30 度。
2.2钻头的顶角:钻头的顶角小时,虽然切入工件比较容易,但是它的缺点是由于切削刃变长,所需的动力增加,以及切削刃的前角减小,寿命缩短。因此,顶部尖的钻头用在软质材料的孔加工中。通常对一般钢铁材料,顶角用 120 度左右。

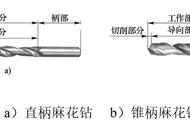
2.3工作部分
钻头钻孔时的切入深度
2.3颈部
相当于退刀槽
2.4柄部
用于钻夹夹坚部位
2.5切削部分
钻头的顶角的长度
2.5注:1-12cm无颈部,大于12cm的有颈部(目前最大的直柄钻为20mm)。
(举例说明钻头的各个部位)
2.5.1¢6.45×30×60
钻头的有效长度=30
柄部长度=(60-30)
直径=¢6.45
三、钻头的适用范围
高速钢:常有范围黄铜/铝合金
硬质合金:常用范围紫铜
四、换钻头,如何保证第二个钻头所钻的孔深与第一个钻头所钻的孔深一样
具体步骤
1、 磨修钻头
2、 通过投影仪测钻头切削部分的h值
h=钻头的顶尖到切削点的距离
3、 找基准点(如何做到)
3.1挡料
3.2调用外圆刀(TXXXX)
3.3车工件的端面(Z0.0)
3.4退外圆刀到安全点(G28U0.0)
4、 计算孔深=h 工作部位(指令中只需修改h值,而孔深设定不变)
5举例说明(BO18C钻孔程序)
T1313
#100=h
G0G99Z-3.0
X0.0
Z-1.0
G83Z[h 孔的实际深度]Q2000F0.06
G80
G0X38.
M1%
五、如何改善钻头的加工途径及直槽钻与扁钻的特点
1)分屑槽
作用:起到断屑作用,切削力小,适用于紫铜和铝件的加工。
2)直槽钻
作用:排屑差、耐磨、抗冲击力强、起导向作用(可以减少一部分工艺),进刀快,加工慢。适用于黄铜的加工。
3)扁钻
作用:锋利、排屑好,抗冲击力差,容易断,进刀慢,加工快。适用于黄铜的加工。
六、横刃的特点及横刃修磨方法
6.1:特点
6.1.1横刃厚
1)不锋利、排屑不畅、容易偏心、磨损快
2)导向性好、孔径容易控制
3)适用黄铜,不适宜加工紫铜,如果加工紫铜,工件容易烧焦,钻头工作部分容易断在工件的孔内。
6.1.2横刃薄
1)排屑好,易裂口,导向性不好。
2)孔径不易控制
3)适用于紫铜
6.2修磨方法
6.2.1普通麻花钻的横刃修修磨方法
1)改善加工中钻头横刃部分轴向受力情况时,要克服横刃处负前角等恶劣的切削条件。
2)横刃处理时,采用大切除的形式铲磨横刃,缩短横刃的宽度,使钻心的横刃与主切削刃接近十字交叉,减少钻削中的轴向力和钻削中的转矩。
3)钻头轴向受力情况改善后,定心精度大为提高。在壳体加工中心上采用此结构的钻头,可在一定条件下取消中心钻,提高加工效率和缩短生产节拍。(具体如下图)

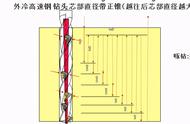
6.2..2硬质合金钻头的横刃修修磨方法:
1)采用大锋角140°从而加大切削前角,改变钻头受力情况,减小了切削力,使加工更为顺畅。
2)钻头的横刃部分进行改进,采用R型刃口过渡,在R型刃口基础上加大了横刃前角,钻心部分进行钻孔前先行切入定位,实现了自定心,取消了中心钻的工序,满足了位置度要求,并在直径处进行棱边的削边处理,形成保护刃,使钻头在钻出时不易造成崩刃,极大地提高了钻头的寿命。
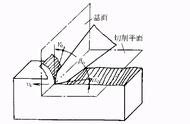
七、钻头在实际加工中的受力分析

八、钻头的磨损与修磨方法
8.1:钻头的磨损情况主要分布:
8.2钻头修磨的主要步骤:
1)将主切削刃置于水平状态并与砂轮外圆平行。
2)保持钻头中心线与砂轮外圆面的夹角为Φ)。3)用右手握钻头头部,作定位支承并加刃磨压力。4)左手握钻头柄部,协助右手作上下摆动(目的:磨后角)。5)左右两手的动作必须很好配合协调一致。6)刃磨时,由上向下或由下向上都可。7)一面磨好后,翻转 180磨另一面(磨法同上)。
8.3钻头修磨后的检测方法在刃磨过程中主切削刃的锋角、后角和横刃斜角都是同时磨出的。
1)钻头刃磨后一般常用目测法进行检查。目测时,将钻头竖起,立在眼前,两眼平视,观看刃口,这时背景要清晰。
2)因为观察时两钻刃一前一后,会产生视差,观看两钻刃时,往往感到左刃(前刃)高。这时将钻心绕轴线旋转180,这样反复几次,如果看的结果一样,就证明对称了。
3) 普通麻花钻刃磨,为防止切削部分过热而退火,应经常浸入水中冷却。
4)钻头的顶角的选用一般是标准的是118~120度 。
5)硬质合金钻头不能浸入水中冷却。
,