深孔钻的应用
钻引导孔:
1、长度超过12xd的钻头,或者在斜面上钻孔,均需要预钻引导孔,以免长钻头发生偏摆。用于钻预钻孔的钻头形式、直径等,需要根据后续长钻头的具体情况,进行精确调整。
排屑啄钻/停留时间:
1、啄钻是为了排屑,停留时间是给钻头排出切削长屑作用。
2、要根据实际情况选取不同加工策略,特别是使用硬质合金钻头时。
啄钻排屑示意图:

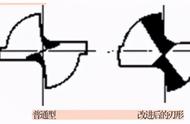
钻头的顶角形式:

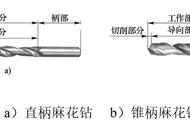
钻头的螺旋角:

小螺旋角作用:前角减小、切削性能减弱、切削刃強度增大、切屑排出线路短、切屑导向效果差
大螺旋角作用:前角增大、切削性能增强、切削刃强度降低、切削排除线路长、切削导向效果好
螺旋角的选择:
•直槽钻一般用于铸铁和铸铝加工,5倍直径以上需要内冷
•15°螺旋角一般用淬硬钢加工,钻深5D以内
•30°螺旋角是通用型螺旋角,适合各种材料加工
•45°螺旋角适合比较黏的材料加工
钻头的倒锥: