前言:在2001年倪志福将再次改进后的群钻申请使用专利《多尖多刃群钻》,不过也随着时间的推移,该专利也处在了失效状态。
67型群钻又通称标准群钻,它是北京永定机械厂群钻小组最后的定型群钻,后来其他厂家单位借鉴衍生出各种其他类型的钻头。
标准群钻有个28字的口诀,可能不少人都会背诵:
三尖七刃锐当先,
月牙弧槽分两边,
一侧外刃再开槽,
横刃磨低、窄又尖。

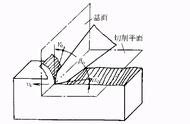
标准群钻(67型)简图
相对于64型,67型有以下几点
1.外刃长更长,从而圆弧刃偏钻心
2.钻尖高减小,同时使得内刃锋角加大。
3.圆弧半径减小。
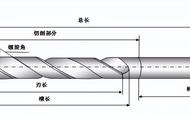
标准群钻是用标准麻花钻修模而成的,修磨形式见图。首先磨出两条外刃,然后在两个后刀面上对称的地磨出两个月牙形的圆弧槽,再修磨横刃使其变短、变尖、变低,同时形成两条内刃。这样使得原来的一个钻尖变成三个尖,原来的三条刃变为七条刃:两条外直切(AB)/两条圆弧刃(⌒BC)/两条内直刃(CD)和一条横刃。对直径大于Φ15mm的群钻,在外刃上还磨出分屑槽,把宽的切屑分割成窄的切屑,利于排屑。
标准群钻的几个特点:
.在切削刃靠近中心部分磨出月牙槽。加大该处各点的主偏角,因而使原来前角的主切削刃近中心部分的平均前角增大10°左右,同量对比麻花钻减少了扭矩与轴向力;
修磨横刃,形成了新的内刃,横刃只有原来的
,因而内刃的前角平均比修磨前要增大25°,进一步降低了轴向力和扭矩。
分屑作用两条月牙槽较好的保证了分屑。
钻碳素钢和合金结构钢,群钻的轴向力比麻花钻降低35~47%(试验数据),扭矩降低约10~30%,耐用度也提高数倍,此外,加工精度与表面质量也有改善。
,