切削自媒体技术交流平台
行业:汽车/重工/航空/模具/3C/医疗等
规模:超万人技术社群(CNC铣/CNC车/刀具设计/刀具制造/刀具应用/产品工艺等)福利1:私信 回复 “技术” 您将获得平台发送的《技术手册》免费-免费-免费
福利2:私信 回复 “第一期” 您将获得 切削之家资料第一期

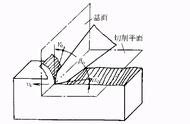
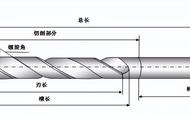
麻花钻是最常用的孔加工刀具,此类钻头的直线型主切削刃较长,两主切削刃由横刃连接,容屑槽为螺旋形(便于排屑),螺旋槽的一部分构成前刀面,前刀面及顶角(2θ)决定了前角的大小,因此钻尖前角不仅与螺旋角密切相关,而且受到刃倾角的影响。麻花钻的结构及几何参数见图。

D: 直径 φ: 横刃斜角 β: 螺旋角 2θ: 顶角 d: 钻芯直径 L1: 工作部分长度

横刃斜角φ是在端面投影中横刃与主切削刃之间的夹角,φ的大小及横刃的长短取决于靠钻芯处的后角和顶角的大小。当顶角一定时,后角越大,则φ越小,横刃越长(一般将φ控制在50°~55°范围内)。
关于S刃S刃钻尖也称为温斯陆钻尖,从端面投影看,其横刃为S形。从正面投影可看到钻尖中部略鼓,呈抛物线冠状。根据抛物线冠状和横刃形状,S刃钻尖基本上可分为三种类型,即高冠S刃、低冠S刃和低冠小S刃(见图)。

S刃钻尖切削部分(L0)较长,S刃冠状曲率较大。
特点
由于切削部分较高(L0较长),基本消除了负前角,甚至可实现正前角切削,所以不必另加横刃切削槽。修磨效率高,适于修磨厚钻芯刀具。但钻尖尖端部分相对薄弱,强度较差,不适合高速加工高硬度工件。钻尖材质需采用具有较好韧性的材料(如高速钢类)。
低冠S刃钻尖钻尖切削部分(L0)较短,S刃冠状曲率较小。从端面投影方向可看出横刃为大S形,中间局部可为一小段直线,横刃部分有两个小槽,可减小钻尖部分的负前角。
特点
因切削部分(L0)相对较短,钻尖尖端及主切削刃强度较好;由于钻尖S刃冠状曲率小,因此自定心性及稳定性均优于高冠S刃钻尖。开横刃前角后,钻削性能明显改善,既保留了高冠S刃钻尖的优点,又提高了钻尖尖端的强度。适用于加工较硬材料的工件(如钢件、铸铁件等)。钻头材质可采用高速工具钢、硬质合金或其它高硬度材料。此类钻头的修磨较复杂,要求较高。
低冠小S刃钻尖此类钻尖形状与高冠S刃钻尖相似,其横刃也为小S形,钻尖顶角(2θ)较上述两类钻尖更大,主切削刃短(L0相对较短),冠状曲率较小。
特点
因主切削刃较短,因此加工中的扭矩较小;由于主切削刃强度高、冠状曲率小,因此自定心性和稳定性均比高冠S刃钻尖好。另外,小S刃钻尖无负前角产生,因此不需在横刃处加槽,既控制了轴向力,又减小了扭矩,可极大地改善切削性能。适于修磨高硬度材料(如硬质合金类)小螺旋角钻头更多技术文章欢迎搜索我们自媒体“切削之家”
自媒体:切削之家
编辑人:刘晶磊
小编ID:565695880
注:
福利1:私信 回复 “技术” 您将获得平台发送的《技术手册》免费-免费-免费
福利2:私信 回复 “第一期” 您将获得 切削之家资料第一期
重要的事情说三遍 私信-私信-私信
,