可能的原因 解决方案/优化
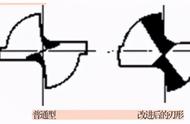
1.热冲击(冷热交替) 1、设计更大的倒锥
2.磨损后未及时换刀 2、在机床主轴上检查钻头跳动
3.孔德直线度和圆度差 3、使用刚性好的刀柄
4.斜面钻孔 4、预钻引导孔
钻肩过度磨损:

可能的原因 解决方案/优化
1.稳定性差 1、Re降低转速,提高进给率
2.温度太高 2、改善装夹刚性
3. 工件材料对于硬质合金来说太重要 3、 使用更耐磨的材质
4. 切屑堵塞 4.、加大冷却液
5. 钻头跳动大 5、在机床主轴上检查刀具跳动< 0,02mm
钻肩崩刃:

可能的原因 解决方案/优化
1. 钻入时工件移动 1 、改善夹具刚性(检查主轴轴承)
2. 钻头装夹不好 2、使用高精度刀柄
3. 硬质合金太硬 3、使用韧性好的硬质合金
4. 冷却液不充分 4、充分冷却(加大压力、流量,调整冷却管方向
5. 钻头跳动大 5、钻头跳动< 0,02mm ,(液压刀柄, 检查检查主轴)
高频振动刀 :