钻芯:
- 排屑槽和芯厚是相互关联的,芯厚越大,钻头的排屑槽深度越浅,钻头强度和刚性越好。一般来说分为三种情况:
- 轻型,芯厚与直径比值:14~16%。刚性较差,容屑能力强,一般用于加工铜、低硅铝等有色金属。
- 中型, 芯厚与直径比值:17~22%。通用型。
- 重型,芯厚与直径比值:25~40%。轴向强度高,容屑能力差,一般用于加工硬材料。
- 直槽钻一般芯厚不低于20%。

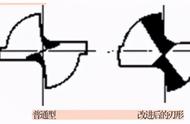
刃带:
1、钻头上有圆柱形刃带。其作用是:控制钻头和孔壁的接触;支撑来自钻尖的径向力;改善孔壁的表面光洁度;刃带都是有倒锥得以减少摩擦。
2、刃带宽时,支撑效果好,钻削更稳定,孔的表面质量、尺寸公差、圆柱度更好。刃带窄时,能有效减少摩擦和热量,减少表面刮花的可能性。

3、刃带钻头受切削力的轻微变化会导致不平衡和挠曲变形。2刃带钻头容易加工出三角孔。一般加工出的孔只能到9级公差。
4、刃钻因多了一个切削刃,加工效率高。但其刃口磨削的难度较高。且刃数多了之后引起的容屑空间减小,不宜加工钢件类。
5、刃带钻头,其支撑效果较好,多用于在断续切削情况下钻削,钻交叉孔、深孔、斜面出口和圆弧面出口的情况下
孔加工的质量指示钻头应用的问题:

后刀面磨损: