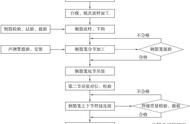
一、工艺流程
施工准备→上料→穿筋、固定→起始焊接→正常焊接→终止焊接→切断箍筋→ 分离固定盘→松筋→分离移动盘→卸笼→降下支撑架→移动盘归位
二、要点详解
1、上料
预先将主筋下料、对焊或套筒连接成图纸所需长度,然后吊放于主筋储料架上, 以备用。
2、穿筋、固定
工人将主筋抖落分布于分料盘的圆周上,同时穿入固定盘和移动盘环形模板的导管内,并在移动盘的导管内用螺栓夹紧;夹紧时,注意每根主筋的错位长度, 通常是 1m左右。
3、起始焊接
在钢筋笼的头部,固定盘和移动盘同步旋转运动,将盘筋并排连续绕几圈;然后与主筋焊接牢固。
4、正常焊接
固定盘和移动盘同步旋转运动,移动盘同时向前移动,这样盘筋自动缠绕在主筋上,同时进行焊接,从而形成钢筋笼产品。
5、终止焊接
在钢筋笼的尾部,两盘继续旋转,暂停焊接,将盘筋并排绕几圈;然后将盘筋端头焊接在主筋上固定,完成焊接。
6、钢筋笼与旋转盘分离
切断绕筋,移动盘前移,钢筋笼与固定盘分离;松开主筋与移动盘模板导管的螺栓;移动盘前移,钢筋笼与移动盘分离。
三、工法优点
该工法集主筋定位、盘圆调直、箍筋缠绕及二氧化碳保护焊、整体成型于一体, 数控操作。实现钢筋笼加工速度快、加工质量稳定可靠、节省材料及人工。