M0
程序停止。完成程序段其它指令后,停止主轴,关冷却液,指向下一程序段,
并停止做进一步处理,等待按 RUN(运行)键,才继续运行该程序段。
M2
程序结束,停止。停主轴,关冷却液,消除G93坐标偏置和刀具偏置返回到起始程
序段(不运行)。执行M2后,系统将切换到基准工件坐标系。
M3
主轴正转
M4
主轴反转
M5
停止主轴
M8
开冷却泵
M9
关冷却泵
M12
暂停: 等待按"运行"键才继续运行(按急停键则停止)
M30
程序结束,消除刀具偏置,返回起始程序段(不运行). 执行M30后,系统将切换到
基准工件坐标系。
M32
润滑开;
M33
润滑关;
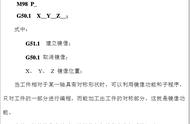
M98
调用子程序
M99
子程序结束返回
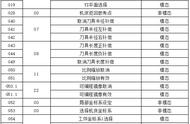
三菱 E60 铣床G代码
G代码
组别
解释

※G00
01
位置定位 (快速进给)
*G01
直线补间
G02
顺时针切圆弧(CW)
G03
逆时针切圆弧(CCW)
G04
00
暂停
G05
高速加工模式
G09
正确停止检查
G10
程式参数输入/补正输入
G11
程式参数输入取消
G12
圆切削CW
G13
圆切削CCW
*G17
02
平面选择X-Y
※G18
平面选择Z-X
G19
平面选择Y-Z
※G20
06
英制指令
G21
公制指令
G27
00
参考原点检查
G28
参考原点复归
G29
开始点复归
G30
第2~4参考原点复归
G31
跳跃机能
G33
01
螺纹切削
G37
00
自动工具长测定
G38
刀具径补正向量指定
G39
刀具径补正转角圆弧补正
*G40
07
刀具径补正取消
G41
刀具径补正左
G42
刀具径补正右
G43
08
刀具长补正量(+)
G44
刀具长补正量(-)
*G49
工具长补正量取消
G52
00
局部坐标系设定
G53
机械坐标系选择
*G54
12
工件坐标系1选择
G代码
组别
解释
G55
12
工件坐标系2选择
G56
工件坐标系3选择
G57
工件坐标系4选择
G58
工件坐标系5选择
G59
工件坐标系6选择
G60
00
单方向位置定位
G61
13
工确停止检查模式
G62
自动转角进给率调整
G63
攻牙模式
*G64
切削模式
G73
09
固定循环(步进循环)
G74
固定循环(反向攻牙)
G76
固定循环(精镗孔)
*G80
固定循环取消
G81
固定循环(钻孔/铅孔)
G82
固定循环(钻孔/计数式镗孔)
G83
固定循环(深钻孔)
G84
固定循环(攻牙)
G85
固定循环(镗孔)
G86
固定循环(镗孔)
G87
固定循环(反镗孔)
G88
固定循环(镗孔)
G89
固定循环(镗孔)
*G90
03
绝对值指令
*G91
增量值指令
G92
00
机械坐标系设定
G93
05
逆时针进给
*G94
非同期切削(每分钟进给)
*G95
同期切削(每回钻进给)
*G96
17
周速一定控制有效
*G97
周速一定控制无效
*G98
10
固定循环起始点复归
G99
固定循环R点复归
支持参数与宏编程
DASEN 3I铣床G代码
G代码
组别
解释
※G00
01
位置定位 (快速进给)
*G01
直线补间
G02
顺时针切圆弧(CW)
G03
逆时针切圆弧(CCW)
G04
00
暂停
G05
高速加工模式
G09
正确停止检查
G10
程式参数输入/补正输入
G11
程式参数输入取消
G12
圆切削CW
G13
圆切削CCW
*G17
02
平面选择X-Y
※G18
平面选择Z-X
G19
平面选择Y-Z
※G20
06
英制指令
G21
公制指令
G27
00
参考原点检查
G28
参考原点复归
G29
开始点复归
G30
第2~4参考原点复归
G31
跳跃机能
G33
01
螺纹切削
G37
00
自动工具长测定
G38
刀具径补正向量指定
G39
刀具径补正转角圆弧补正
*G40
07
刀具径补正取消
G41
刀具径补正左
G42
刀具径补正右
G43
08
刀具长补正量(+)
G44
刀具长补正量(-)
*G49
工具长补正量取消
G52
00
局部坐标系设定
G53
机械坐标系选择
*G54
12
工件坐标系1选择
G55
12
工件坐标系2选择
G56
工件坐标系3选择
G57
工件坐标系4选择
G58
工件坐标系5选择
G59
工件坐标系6选择
G60
00
单方向位置定位
G61
13
工确停止检查模式
G62
自动转角进给率调整
G63
攻牙模式
*G64
切削模式
G73
09
固定循环(步进循环)
G74
固定循环(反向攻牙)
G76
固定循环(精镗孔)
*G80
固定循环取消
G81
固定循环(钻孔/铅孔)
G82
固定循环(钻孔/计数式镗孔)
G83
固定循环(深钻孔)
G84
固定循环(攻牙)
G85
固定循环(镗孔)
G86
固定循环(镗孔)
G87
固定循环(反镗孔)
G88
固定循环(镗孔)
G89
固定循环(镗孔)
*G90
03
绝对值指令
*G91
增量值指令
G92
00
机械坐标系设定
G93
05
逆时针进给
*G94
非同期切削(每分钟进给)
*G95
同期切削(每回钻进给)
*G96
17
周速一定控制有效
*G97
周速一定控制无效
*G98
10
固定循环起始点复归
G99
固定循环R点复归
支持参数与宏编程
DASEN 3I车床G代码

华兴车床G代码