滚花加工的线速度与进给量一般是有参考的数据的,计算起来只需要根据自身工件的材质和直径选择好不同的滚花刀具和轮子,需注意的是,滚花加工分为挤压滚花和切削滚花,这两种不同工艺所使用的线速度与进给量是不相同。

车床滚花加工
首先选取了滚花加工最为常用的材料——铜材和铝材为例子,并且以直径大小为最常见的10~40mm的工件作为模板,以此来分享滚花加工的线速度进给量的设置。
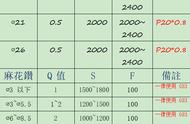
挤压滚花线速度与进给量参考值
材料工件直径滚花轮直径转速Vc(m/min)进给量f径向轴向最大值最小值0.3-0.50.3-1.01.0-1.51.5-2黄铜10-4015、2040850.050.10.310.20.150.11铝材10-4015、2030650.050.10.170.110.080.06
切削滚花线速度与进给量参考值
材料工件直径滚花轮直径转速Vc(m/min)进给量f径向轴向最大值最小值0.3-0.50.3-1.01.0-1.51.5-2黄铜10-4015、21.5701250.050.10.260.190.130.08铝材10-4015、21.5801500.050.10.250.160.130.09
滚花加工要点:
1、 安装 滚花轮和刀具时,应当保持稳固的同时,滚花轮可以顺利转动
2、冷却可以使用油或者冷却液,在加工过程中保证冷却液的充足供应,以防止刀具过热损坏
3、工件安装时应保证稳定性,刀具安装时注意滚花轮的中心高要与工件的中心高一致
4、加工开始前参数:转速300R/MIN,Z轴进给0.3MM/R
5、加工时,刀具轴滚轮接触到工件表面后单边进给0.75MM后,工件轴进给时转速300R/MIN,进给0.2MM/转, 刀具轴进给至要求尺寸后退出

挤压滚花刀
Hison Tools嘉升刀具 ,专注滚花刀具研发与生产,正在为客户解决更多滚花问题而不断进步
,