分享不锈钢焊条盖面的技巧。
焊接工艺追梦人。
不锈钢焊条盖面倾斜45度,六点位置,仰焊部位总是焊出来以后夹渣或者超高。
·起弧时,要保持连续运弧,不要断弧。刚开始焊接时温度较低,运弧应与地面保持平行,先连弧摆两下到三下,待温度升高后再变为断弧焊。
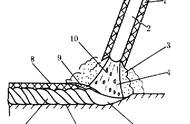
·此时,应保持焊条与地面平行,不要上下拉。如果上下拉,会导致铁水下坠,形成夹渣或超高。同时,焊条与下方的夹角应保持在70度左右,以便托住铁水。在仰焊部位熄弧时,应向后方熄弧。

·此时,可以将药皮带到溶池后方,以防止坠流。
·当焊到四点位置以上时,熄弧应向上方熄,熄弧要迅速。每一弧压上一弧的三分之二,应在熔池发红时跟上去,不要等到暗红色时再跟。如果熔池颜色变暗红色,再跟上去,以后花纹会特别粗糙。
此次视频采用100的管道,壁厚四毫米,焊接电流选择85米。不锈钢的焊条比碳钢的焊条电流要小10%到15%左右,电流一定要选择正确。从面罩里可以清晰地看到两侧的边缘线,让焊条带动铁水,将坡口两侧的边缘线融化约0.5到1毫米,将焊道掐直,也就是“遮百丑”。

希望对新手朋友有所帮助。如果对您有帮助,请动手点赞、收藏、关注、转发,下期再见。
,