比方50小管可以选用6号,7号喷嘴打底盖面都可以,159可以选用6号喷嘴打底,8号,10号盖面。
手工钨极氩弧焊时氩气的流量及选择原则
手工钨极氩弧焊时,氩气的流量一般为5~10L/min。氩气流量应根据环境不同而不同,如果在室内,氩气流量可小些,为5-7L/min,在室外,当有风时,氩气流量应大些,为7~10L/mn并采取防风措施、防止空气侵入熔池而产生气孔。
氩气表中的流量计的刻度1格为1MP,1格表示氩气流量1L/min,浮球所指的刻度
为流量值
开关的旋转方向:顺时针旋转为关,逆时针旋转为开。

氩气表(氩气流量计)
在工作中,如果气瓶离自己较远,不方便查看气流大小时可以将喷嘴对准脸部来感觉气流大小,时间长了就可以大概判断气体流量大小。需要注意的是为保证氩气纯度,氩气瓶内气体压力为0.5MPa时,应该换气不可使用完。
手工钨极氩弧焊焊接前试气方法
若氩气皮带与氩气表、氩弧把接口漏气,氩弧把皮带有破损及钨极偏心、夹心鼓胀,氩气流量过大或过小,都会使氩气纯度低于99.99%,这样会增加气孔产生的概率,降低焊口合格率,因此焊前必须试气。
试验检测气体纯度时,应找一块厚废钢板,打磨出一块露出金属光泽。

第一步,对打磨区域自熔。
第二步,对自熔部分填充焊丝焊接。
第三步,对焊缝表面进行自熔。
第四步,对自熔部分进行填丝焊接。
第五步,将上一层焊缝表面进行再一次填丝焊接,如果氩气不纯或有些部位漏气,试气时就会出现气孔,自熔是指把母材或焊缝表面熔化,但不需要填充焊丝。
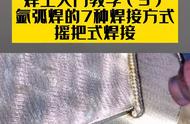
手工钨极氩弧焊时钨极伸出喷嘴的长度及与熔池的距离

钨极尖一般距离喷嘴口为5~8mm,距离母材距离为2~5mm,钨极尖伸出喷嘴过短会影响视线,过长会降低氩气保护效果。若钨极尖距焊离熔池太近,也会影响视线,且容易使焊丝与钨极、熔池相碰产生气孔等缺陷。若距离大于3mm,会降低氩气的保护效果,易产生气孔。
对于一个初学氩弧焊的人来说,应该先在板上先练习,熟悉氩弧的特性和双手配合的灵活性,熟悉摇把焊的手法和基本节奏,各种技巧同时开始,每一天都学习一点点。