代码组及其含义“模态代码” 和 “一般” 代码“形式代码” 的功能在它被执行后会继续维持,而 “一般代码” 仅仅在收到该命令时起作用。定义移动的代码通常是“模态代码”,像直线、圆弧和循环代码。反之,像原点返回代码就叫“一般代码”。
每一个代码都归属其各自的代码组。在“模态代码”里,当前的代码会被加载的同组代码替换。


注意:在G之后没有接续数值指令中,在运转时将变成G00的动作。(注1)印有“*”记号表示初期状态应选择的指令码或被选择的指令码。印有“※”记号表示初期状态依参数所选定指令码或被选择的指令码。
(注2)同一单节指定2个以上的G指令时,最后的G指令有效。
代码解释
G00 位置定位 (快速进给)
1. 格式 G00 X_ Y_ Z_α_;(α为附加轴)依当时的G90或G91的状态而为绝对值或增量值表示。
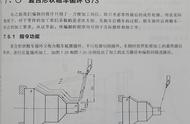
2. 机能及目的此一指令伴随坐标语,以现在点做为始点,坐标语指令值为终点,以直线或非直线路径作位置定位。
3. 详细说明
(1)一旦此指令指定时,此G00模式改变其它的G机能,直到G01,G02或G03指令指定为止,G00模式保持有效。G00模式有效时,其后的G00指令只需指定坐标语即可。
(2)在G00模式,刀具总是在单节的始点被加速,终点被减速。当到位状态确定后行一单节,到位与否的宽度由参数设定。
(3)09组的G机能(G72~G89)依G00指令出现而变成取消状态(G80)。
(4)刀具的路径为直线或非直线依参数的选择而定,但是定位时间不改变。
a 直线路径:与直线补间(G01)方式相同,速度受各轴快速进给速度的限制。
b 非直线路径:各轴独立,以最大速度移动定位。

4. 举例G91 G00 X-270000 Y300000 Z150000;
G01 直线补间
1. 格式 G01 X_ Y_ Z_F_按当时的G90或G91的状态,而为绝对值或增量值坐标。F为表示速度资料的数值。
2.机能目的此一指令伴随坐标语及速度指令,刀具人现在点起,坐标指定的终点止,以位址F所指定的速度移动。F指定的速度,通常为恨具中心进行方向的线速度。
3.详细说明一旦此指令指定时,它将保持到01组中的其它G指令(G00,G02,G03,G33)被指定时,支委会改变G01的模式,因此,如果下一个指令还是G01,而且进给速度也相同,那么只需指定坐标语即可。如果在第一次出现G01指令的各式段中没有给F指令,则产生各式错误“P62”。旋转轴的进给速度以度/min(小数点定位单位)。不想从事底层工作,想摆脱现状,想学习UG编程,可以加微UG202020学习CNC加工编程技术。
(F300=300度/min)09组的G机能(G72~G89)按G00指令出现而变成取消状态(G80)
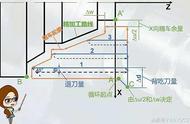
4. 举例P1→P2→P3→P4→P1以进给速度300mm/min切削。但是,P0→P1为刀具的快速定位。