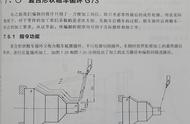
G81 命令可用于一般的孔加工。
G82 钻孔,计数式镗孔(G82)
1. 格式 G82 Xx1 Yy1 Zz1 Rf1 Ff1 Pp1,Ii1 ,Jj1;P : 暂停指定
2. 功能

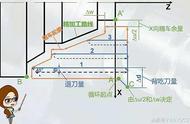
G83 深孔钻循环(G83)
1. 格式 G83 Xx1 Yy1 Zz1 Rr1 Qq1 Ff1,Ii1,Jj1;Q : 每次切削量的指定,通常以增量值来指定2. 功能

G84 攻牙循环(G84)
1. 格式 G84 Xx1 Yy1 Zz1 Rr1 Ff1 Pp1 Rr2 (或 S1,S2) ,Ii1,Jj1;P_:暂停指定
2. 功能

当“r2”为1时,执行同期攻牙模式,当“r2”为0时执行非同期攻牙模式。G84执行时,进给百分率调整无效,百分率调整自动变为100%。空跑也无效。G84执行中,自动运转暂停按钮按下时,若加工顺序为③到⑥时,运转不暂停,直到顺序⑥完了后才停止,加工顺序为①, ②,⑨的快速进给时,运转立即停止。单节停止运转时的停止位置为①, ②,⑨的指令完了时。G84模式时,(攻牙中)的信号从NC输出。此机能是在同期攻牙时,主轴及攻牙伺服轴之间的加减速速模式可以有最大有3段的选择。使得主轴的实际加减速模式更加接近速度回路时的加减速模式,在各齿轮档的加减速模式可最大也可以设定至3段加减速。当攻牙至孔底后反转时,在反转的时,可以使用比主轴旋转速度更快的速度来快速反转,(例如:攻牙指令速度是2000转,而在攻牙反转时,可以4000转)在反转当中,主轴旋转速度将如同持续情报一样一直被保持住。
G85 镗孔循环(G85)
1. 格式 G85 Xx1 Yy1 Zz1 Rr1 Ff1,Ii1 ,Jj1;2. 功能