1、泵对中的重要性
泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析
在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。一般情况下,可能遇到的有以下四种情形。
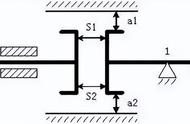
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
图片
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
图片
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
图片
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
图片
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法
下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:
1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
图片
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
图片
注意:
1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
2)为了看清刀形尺的光线,最好使用手电筒。
3)对于最终测量值,电机的地脚螺栓应是完全紧固,无一松动。
4)用专用工具找正时,作好同一记号,为避免测量数据误差加大,并应把靠背轮均分为4-8个点,以便取到精确的数据。
5)作好记录使找正的重要一环。
加调整垫面时有以下方法:
1)直(感)观(经验加、减垫)因为在检修中,一些泵的找正并没有完全具备良好的条件和工具,在调整时,老师傅的经验会起到很大的作用(每次加、减垫都应考虑电机螺栓的松紧状况及其余量)。
2)计算法
Ⅰ 原始状态
图片
Ⅱ 抬高Δh
图片
Ⅲ 调节后的轴心线
图片
(1)先消除联轴器的高差
电机轴应向上用垫片抬高Δh,这是前支座A和后支座B应同时在座下加垫Δh。
(2)消除联轴器的张口
在A、B支座下分别增加不同厚度的垫片,B支座加的垫应比A支座的后一些。
图片
总的调整垫片的厚度为:前支座A:Δh AC;后支座B:Δh BD。
水泵联轴器找中心偏差标准(单位:mm)
图片
水泵联轴器的端面距离
图片
4、激光轴对中仪 进行对中
之前,校准连接器的对中和对正,主要靠工程师们采用机械卡规或者千分表来进行调整,这个过程不仅耗时而且需要大量的计算,所以要完成一个大型轴连接器的校准通常几十个小时是很正常的,但是随着科技的进步,激光轴对中仪的诞生,大大的解决了这个问题,它不仅可以大大的节省时间,而且校准过程中,会直接显示出索要调整的数据,这样工作的时间就被压缩在几个小时之内,大大节约了成本。
根据实际应用情况总结,与千分表对中法相比,使用激光对中仪具有以下优点:
(1) 激光对中基准为“绝对直线”,消除了千分表对中时千分表支架及测头挠曲变形对测量精度的影响。
(2) 为保证测量数据的连续性,千分表对中时必须持续进行读数;而激光对中时只需测量三个数据,大大减轻了对中工作强度。
(3) 千分表对中时设备每调整一次,就必须盘车重测一次,需多次反复测量才能完成设备调整;而激光对中法只需测量一次,设备调整时可进行实时数据显示,直至将设备调整到理想状态。
(4) 千分表对中法在很大程度上依赖机修人员的操作经验和分析能力;而激光对中仪操作简便,自动化程度高,不再需要“专业级”机修人员。
(5) 激光对中仪的检测精度一般可达到0.001mm,与千分表对中法相比,精度和可靠性均大幅度提高。根据大量用户的使用经验,激光对中仪的工作效率可比传统对中方法提高近十倍。
通过这个激光对中仪可以看出,科技的进步与发展对于整个工程带来的福利是多么的重大。
,