1、把料筒电热的温度设定为当前使用料的合适温度,料筒到达设定的温度后,大约15 分钟方可开始射胶、松退或熔胶动作。
2、打开料斗盖,倒入塑料原料,盖好料斗盖。
(1)如原料特性需要进行干燥处理的,先把塑料原料倒入到干燥料斗,按照该原料烘料温度、时间进行干燥处理。
(2)如有自动加料机的,请按照加料机的操作说明进行作业。
3、根据制品的质量、原料的比重、机器的总注射量,大致设置好储料结束的位置、储的压力、速度和调节好储料背压阀的压力同时设定好注射和保压的相关参数。
4、按电机启动键,启动电动机。
5、按下锁模键做锁模动作至锁模结束,同时进行低压模保的调整设定。
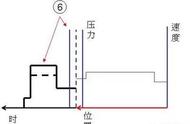
(1)低压开始位置,取决于模具保护部位的厚度,一般是制品厚度或模具滑块、抽芯等置厚度,一般是大于制品厚度2-5mm左右,数值越大越好,但此位置设置对成型周期影响较大,可根据情况调整。
(2)低压结束位置设定以低压将模具的分型面刚刚接触到位为基准点,读取此时动模板的位置。在此基础上加0.1-0.3mm左右(为了补偿模具的热胀冷缩)。数值越小越好,但太小容易经常报低压警报,可根据情况调整。
(3)低压压力的设定主要是根据模具的合模摩擦力决定,达到克服模具的摩擦力再加2~5bar左右就可以了。
(4)模具摩擦力主要有二板和模具的自重力、模具导柱摩擦力,模具弹簧力,滑块摩擦力和模具冷热变化等,所以三板模具大于二板模具,有滑块模具大于无滑块模具。
低压压力的大小会影响低压速度参数的设定,两者的关系成反比设定。
(5)低压速度推荐10%~25%速度,速度太快可能导致撞模或失去低压保护作用,此段以慢速为好,一般不超过25%。
6、按储料按钮,螺杆旋转同时逐渐退回至设定的位置后,自动停止储料在储料过程中,也可以再次按储料按钮,使储料动作终止。
7、清理射嘴残留胶料,按下座进键,使注射单元前进,至射嘴口与模具的浇口紧贴,然后调节射移限位滑块的位置至感应区间,使限位开关亮灯后再锁紧旋钮固定滑块。
8、按下注射键,开始注射动作和保压动作。
9、当保压结束时,松开注射键,按储料键开始下一模的储料。
10、在储料结束后,估计冷却时间足够后,按下开模键做开模动作。
11、开模结束后做顶出动作,打开安全门,取出制品。
12、观察制品的成型情况,相应调整各个有关的参数,重复步骤6至步骤12,直至成型出合格的制品。
13、制品合格后,按半自动或全自动键,进入全自动工作。
14、结束注塑工作
(1)正好在模塑完毕之前或临时停止之前关闭料斗挡板,按加热开关,关闭料筒电热。
注意如果是临时短时间停机,不要关料筒加热。
(2)当材料用完或所需产品数已生产完毕则必须关电热停机时的处理。如果注塑机装有喷嘴温度调节用的温度调节器,将该调节器按钮旋转至0,使调节器断开。不仅是为了在下次的注塑操作时能够在尽可能短的时间内加热料筒,也是为了防止已熔化的树脂滞留在料筒,应将料筒内的余料彻底清除(对空注射几次)。
资料来源:伊之密注塑机,内容仅供学习参考
,