注塑汇国内专注注塑业咨询培训服务,致力于注塑业的降本增效
专注注塑工厂降本增效改善
1、水丝
- A.背压过紧,导致浇口住外溢料,原料无法顺利进入型腔,而因阻力太大,过热分解;
- B.射出速度降低,以避免原料因过热而分解;
- C.采用多级注射方法,由慢到快注射成型;
- D.扩大进料口(浇口)的尺寸;
- E.储料时间不能超长,储料速度不能过快,避免原料过热分解;
- F.背压太紧或螺杆上有包料,导致螺杆在储料时,原料难入螺杆,而使储料时间超长,原料过热分解;
- G.由于原料在流经模具内部的突变部位时,而产生的流痕(水丝),采用在此处突然降速度后流过,再增加注射的速度,可消除此缺陷,关健在于射出时,经过此位置的寻找;
- H.背压过松,导致在储料时,有空气进入螺杆而产生的块状水丝,可通过调整储料背压来消除此缺陷;
- I.喷咀处的冷料进入型腔,导致产品表面产生水丝,可通过调整一级注射的位置(低速度注入),刚好控制住冷料在流道当中,而不会进入产品表面,这样消除因冷料进入模腔而导致产品表面的缺陷。
2、缩瘪、缩水、缩痕
由塑胶体积收缩产生,常见于局部肉厚区域,如加强筋或柱脚与面交接区域。
- A.注射压力、保压压力不足、塑胶熔体补缩不足,一般情况下:注射分段进行,先高压高速充填95%左右,再低压低速将产品充满,然后再保压。
- B.保压压力保持时间不足,塑胶熔体补缩不足,同时也容易造成回流
- C.注射速度过慢,塑胶熔体补缩不足。
- D.注射量不足。
- E.料温、模温偏高,冷却慢,塑胶冷却收缩完全后而产生收缩下陷。
- F.流道、浇口尺寸偏小,压力损失增大,同时浇口凝固太早,补缩不良。
- H.局部肉太厚。
- H.注塑机的CUSHIONVOLUME不足或止逆阀动作不畅时,产品壁厚不均匀也会产生缩水,产品表面有波浪现象。
3、烧焦
- A.困气区域(壳体)加强排气,使空气及时排出。
- B.降低注射压力,但应注意压力下降后注射速度随之减慢,容易造成流痕及熔接痕恶化。
- C.采用多段控制填充,在成型过程末端采用多段减速方式以利气体排出。高压高速充填后,迅速转低压低速将产品充满。
- D.采用真空泵抽取型腔内的空气,使型腔在真空状态下填充。
- E.清理排气槽,防止堵塞。
- F.浇口太细或太长,导致塑胶降解。
- G.原料受热时间过长,加热温度过高,导致原料高温分解。
4、飞边、毛边、批锋
- A.高压高速射出,导致模具弹性变形,分型面产生缝隙而使产品产生飞边,采用二级注射,先高压高速再低压低速注射,以达到低压时,模具弹性回缩的目的,消除飞边;
- B.锁模力不足,射入型腔的高压塑胶使分模面或镶件配合面产生间隙,塑料熔体溢进此间隙。
- C.异物附着分模面,导致合模有间隙。
- D.浇口尽量不要太靠近镶件/嵌件。
5、冷料纹
- A.一段射出压力太小,导致一段注射时,并未将冷料控制在流道内,而使其在二级注射时流入到产品表面;
- B.一段速度过慢或过快,也会导致上述现象的发生;
- C.一段射出结束位置太大,导致冷料并未打完就进行了二段注射,这就导致高压高速下,冷料进入到模型腔内(反之,位置太小的话,在浇口边产生水波纹);
- D.模温或喷咀温度过低,导致冷料;
- E.冷料穴(流道)太小;设计不合理。
6、熔接缝
- A.减少浇口数量。
- B.在熔合部附近增设材料溢料井,将熔合线移至溢料井,然后再将其切除。
- C.调整浇口位置(壁厚不均匀)。
- D.改变浇口位置、数目,将发生熔合线的位置移往他处。
- 改善
- A.在熔合线区域加强排气,迅速疏散此部分的空气及挥发物。
- B.升高料温与模温,增强塑胶的流动性,提高融合时的料温。
- C.提高注射压力,适当增加浇注系统尺寸。
- D.增大熔接线处的射出速度。
- E.缩短浇口与熔接区域的距离。
- H.减少脱模剂的使用。
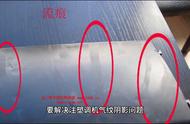
7、流痕
- A.主要为有花纹的产品,或产品结构特殊,料流经此处时产生突变,而使产品表面产生料流痕。在注射时主要通过调整注塑工艺,采用分级多段注射,在此处的位置确定是最关键的一步,找准射出途经该处的位置后,急降压力及速度,以避免原料在此处流动过急,从而使其在此处平缓流动,过后再高速高压将产品注满。
- B.残留于注塑机喷嘴前端的冷材料,若直接进入型腔内,将造成流痕。射出时需注意分级设置,一级注射低压低速,将冷料控制在流道内。
- C.塑胶熔体温度低,则粘度增大而发生流痕。
- D.模温低则夺走大量的塑胶熔体热量,使塑胶熔体温度下降,粘度增大而发生流痕。
- E.射出速度过慢,填充过程塑胶熔体温度降低增多,粘度增大而发生流痕。
8、变形
- A.肉厚不均、冷却不均。塑胶的冷却速度不一样,冷却快的地方收缩小、冷却慢的地方收缩大,从而发生变形。
- B.料温高(不易冷却),收缩大,从而变形大。
- C.射出压力大,保压压力大,导致产品内部的分子链排向僵硬(在压力作用下,被强制排列),这种非自然排向状态,使产品在出模后,因分子链的排向要趋于自然状态,导致产品收缩变形。
- D.不同的材料制件在被强制熔合后,因材料的收缩率不一样,导致产品在熔接处产生内应力,从而导致产品变形,严重情况会产生不规则裂缝。
- E.材料相同,则应力相对较小。另外,制件在预热后,再进行熔合,应力也会降低。
9、粘模、浇口断
- A.抛光不良。
- B.脱模斜度不够。
- C.筋多、倒扣。需有良好的脱模斜度。
- D.顶针数量不足。顶出速度过快。顶出未进行延迟,导致抽真空粘模。
- E.过充、过保压。或由射胶转换为保压太慢,导致充填过度,胀模而粘模或浇口胀死。
- F.改善冷却。避免局部模温太高,导致收缩不均,而粘模或浇口断。
- G.粘定模的情况下,可通过设定定模温度高于或低于动模温度来改善。
你也许还想看:
1.【注塑管理】注塑工厂成本能耗控制要点,hold住了!
2.【注塑必备】注塑车间改善抓住9个面!从计划-落地!
3.注塑工厂layout调整与精益制造--杨建宏
4.【注塑机】日常维修维护及保养注意事项(上)
我们擅长:
深圳振业企业管理咨询有公司服务宗旨:为注塑企业推广科学注塑、精益注塑的理念,推动注塑企业技术及管理的合理化、简单化、标准化。建立“高效、稳健、低成本、快反应”的工厂运作体系。提高生产效率,降低注塑制造过程中的变异,降低成本,缩短订单反应时间,减少现金流占用,最终增强注塑企业综合的竞争力!
注塑汇致力于注塑行业提高生产效率,降低成本,提升品质,优化产能,助力中国传统注塑业升级,快速进入工业4.0,是注塑专业技术人员进行交流的专业技术平台,咨询顾问服务,由行业资深注塑专家杨建宏为首的做为技术支持,掌握注塑行业前沿技术