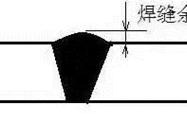
获取欧共体“诺”奖 圆了组变的梦想
未满16周岁的我,走出校门来到工厂。在第二锻压机床厂当焊工时,就对焊接有着特殊的感情。每逢黑夜,看到远处那划破夜空比闪电还要亮的弧光。听到氧—乙炔火焰切割的扑扑声,我的心情就异常地激动和兴奋。我对焊接太着迷、太痴情、太感兴趣了。
有焊接展览会必去,有焊接技术交流课必听。有焊接技术表演必看,有焊接新技术必学。
有焊接难活必干,有焊接难题必去研究、攻克。
在工作中不怕吃苦、不怕遭受挫折,在实践中不断地学习,在实践中不断地提高。教科书里有的事例我敢干,教科书里没有的事例我也敢干。
当时,我不懂焊接理论知识,也不知道什么是:“调整焊缝组织结构,改善焊接工艺性能”。
在工厂当焊工时,遇到过铜板与铁板焊接的活。因为,当时没有适用的电焊条,我就试着把铜丝缠绕在J506电焊条上,进行焊接,效果还挺好。
当焊接那些不需要焊后加工的铸铁时,也采用了上述的方法,效果也不错。我就美其名曰:“这叫J506电焊条 铜丝=Z612电焊条”。
当时由于我年少无知,还不懂得什么焊接理论知识,也不知道在铁基焊缝中加入一定量的铜就能提高焊缝抗热性能的原因。
那是因为铜的熔点低(1083℃),而铁的熔点高(1530℃),故焊缝熔池结晶时先析出铁的γ相。这样,当温度下降,铜开始结晶时,焊缝就会成为双相组织。
故有可以利于提高其抗热裂的性能。铜基焊缝中机械混合着一定量的高硬度富铁相,能够增大焊缝变形的抗力,故有抗拉强度有所上升的论据。
有时,我们在焊接类似缸体的铸铁时,要求焊后不允许有渗漏。可是,当使用Z308(纯镍焊芯、石墨型药皮)的铸铁焊条焊接时,却会出现焊缝未熔合、不粘与打滚的现象。
我一着急,索性就用J422电焊条或者是J507电焊条。不管焊道上是否、会不会出现裂纹?先堆焊一层过渡层再说。然后,再用Z308(纯镍焊芯、石墨型药皮)的铸铁焊条把出现裂纹的焊道重新熔化一遍,把两种金属熔化在一起进行焊接。之后,再用锤敲击焊缝。真没想到,焊接的效果特别好。
我就美其名曰:“这叫J422电焊条 Z308铸铁焊条= Z408铸铁焊条!”
以后通过焊接技术课的理论学习才得知,我这叫:“瞎猫碰上死耗子——懵上了!”
原来,镍和碳不容易形成碳化物。在高温时,镍及镍基合金可以溶解一定量的碳,随着温度下降,一部分饱和状态的碳以石墨形式析出,碳的析出过程伴随着体积膨胀,虽有利于降低焊接应力,同时也会出现:镍和碳不易形成碳化物,很容易产生焊缝未熔合、不粘与打滚的现象。
可是,镍是奥氏体形成元素,它能够扩大γ相区。所以,镍和铁就能以任何比例相互溶解。
当铁镍合金中含镍量超过30%时,γ相区可以扩展到室温而不发生相变,从高温到室温一直保持γ相(奥氏体)组织,而且硬度也较低。
镍是较强的石墨化元素,而且在高温时,其扩散系数大(高温时镍的扩散系数为硅的20倍),这对改善焊接接头的加工性能起着非常有利的作用。
所以,在使用Z308电焊条焊接某些铸铁时,会出现焊缝未熔合、不粘与打滚的现象。如果通过使用J422和J507 或不锈钢和碳钢等焊条的过渡(铁与碳合金作为过渡层),再用Z308电焊条焊接,效果就变好了。
在坦克一师三团修理连当锻焊班长时,遇到了坦克推销铁与车体焊接,使用时间不长就被撞掉的焊接难题。若按原技术要求使用Y51焊条,焊接强度虽然够了,但不耐磨,使用时间不长焊口就被磨平了。若按原技术要求改用63B焊条,虽然耐磨,但焊接强度不够,使用时间不长焊口就被撞掉了。坦克研究所也为此事棘手感到头疼。
我斗胆包天、敢于实验:
①用特制的高锰酸钾切割焊条把坦克推销铁的周围切割出20mm深的沟槽。
②用Y51焊条焊接坦克推销铁周围的底部。
③用63B焊条堆焊坦克推销铁周围的上半部。
历经反复实验,效果非常好,既保证了坦克推销铁的焊接强度,抵抗了坦克履带销的冲击,又保证了坦克推销铁的焊接耐磨性。本人此举解决了坦克部队普遍存在的焊接难题,得到了部队首长和坦克研究所技术人员的赞赏。
当我掌握了一些焊接理论知识之后才知道:用Y51焊条焊接坦克推销铁周围的底部,其目的是为了焊缝组织获得A氏体和F素体双相组织;提高其抗冲击性能。用63B焊条焊接坦克推销铁周围的上半部,其目的是为了焊缝组织获得M氏体组织;提高其耐磨性。
这也是通过采用“调整焊缝组织结构,改善焊接工艺性能”的方法,解决了坦克推销铁的焊接难题的实例。
21世纪我国已成为世界上第三制造业大国,随着科学技术的日益提高和工业制造业的迅猛发展;材料作为21世纪的产业支柱,已从黑色金属向有色金属变化;从金属材料向非金属材料变化;从结构材料向功能材料变化;从多维材料向低维材料材料变化;从单一材料向复合材料变化;使用的材料品种越来越多,新材料的连接对焊接技术提出了更新、更高的要求;解决焊接难题方法很多,大体上可分为物理方法和化学方法。无论是采用物理方法或化学方法,或同时采用上述两种方法;其基本思路是:“调整焊缝组织,改善焊接工艺,提高焊接质量,满足使用要求”。
在天津市焊接研究所中间实验室,我担任主任、高级工程师期间。在日常工作中我们遇到的一些可焊性差的材料焊接,如:铸铁中的高铬铸铁,合金钢中的淬火钢材,不锈钢中的马氏体不锈钢,铝合金中的脆化相铝合金,尼龙与塑料,不锈钢与陶瓷等;这些金属与金属、非金属与非金属、金属与非金属材料的焊接难题,需要我们来克服、解决。
在金属焊接时,常常会遇到材料可焊性差、焊接难度大的问题。这就需要改善焊接工艺,遇到的困难只有一个,可解决困难的方法却有很多。
无论是采用物理方法,还是采用化学方法,或物理、化学两种方法共同采用;如何“调整焊缝组织结构 改善焊接工艺性能”的问题摆在我们面前,就看我们选择哪种方法、哪种方案最佳、最适合。采用物理方法和化学方法来调整焊缝组织,改善焊接工艺,提高焊接质量的题目太大。我只能主要介绍与后面应用实例相关的一些方法。
1.采用物理方法
物理方法主要有:焊接热循环的控制、机械法、电子控制等。
在焊接时,金属的焊缝组织结构,常常会因遇到物理的温度变化而受到改变。
焊接热影响区(HAZ)内不同温度范围的各区划分
a) 焊接热影响区各部分的组织分布 b)铁—渗碳体相图(低碳钢) c)焊接热循环
由于在焊接时,焊缝所处的温度不同,其焊缝组织结构也变化不同。焊缝组织结构会随着温度的变化而变化。
1.1焊接热循环曲线的控制
焊接热循环的主要参数有:加热速度﹙ωH﹚、加热最高温度﹙Tm﹚、相变温度停留时间﹙tH﹚和冷却速度﹙ωC﹚以及冷却时间﹙t8/5 、t100﹚。ωH 、Tm、tH 、ωC 、t8/5 、t100等参数相对于厚大焊件和薄板分别都有理论计算公式,公式中都与焊接线能量E﹙J/cm﹚有关。
其中tH 、ωC 、t8/5 、t100参数影响较大。若tH过长,晶粒长大严重,并影响到金属冷却过程中的物理冶金﹙相变﹚。ωC 、t8/5 、t100对焊缝和HAZ的相变影响较大。ωC过快、t8/5 、t100较短,导致有淬火倾向强度级别高的钢材焊接时焊缝和HAZ的组织向硬度高延伸性差的组织﹙如M体﹚转变,在焊接应力的作用下产生裂纹。
在焊接工程中,应用较多的是t8/5 、t100。t8/5或t100参数与钢的CCT图相结合,可以判断所研究部位的组织和硬化倾向,并能判断出是否会产生冷裂纹。
根据焊接传热学理论的推导,t8/5的计算公式:
对于厚大焊件t8/5=﹙ηE/2πλ)〔﹙1/500- To﹚-﹙1/800- To﹚〕的计算公式
对于薄板t8/5=〔﹙ηE/δ﹚ 2/4πλcρ〕〔﹙1/500- To〕2-﹙1/800- To﹚2〕的计算公式
式中 η—有效线能量系数;
E—焊接线能量﹙J/cm﹚;
E=UI/η;
U—电弧电压﹙V﹚;
I—电弧电流﹙A﹚;
V—焊接速度﹙cm/s﹚;
δ—板厚﹙cm﹚;
To—预热温度或初始环境温度﹙℃﹚;
λ—热导率〔W/﹙cm·℃﹚〕,一般取λ=0.29;
cρ—体积比热容〔J/﹙cm3·℃﹚〕,一般取cρ=6.7。
从公式(1)(2)中可以看出,t8/5与E、To相关。
焊接线能量E(J/cm)的确定,主要取决于HAZ中的过热区的脆化和冷裂两个因素,大多情况都是采用小线能量(E)焊接。
采用预热(To)方法是预防产生焊接冷裂纹的有效方法之一。预热温度要适当,不宜过低、也不宜过高。
焊后热处理和焊后保温缓冷,也是经常采用的工艺措施,其目的是防止冷裂纹的产生。
无论是预热或是焊后热处理,或焊后保温缓冷,其实质都是在控制焊接热循环。
低碳钢焊缝热影响区的组织分布特征及性能。

在焊接黑色金属时,我们常常会遇到以下几种组织状态:
⑴ 铁素体 ⑵ 贝氏体 ⑶ 珠光体 ⑷ 马氏体。

1.2 机械方法
机械法包括锤击、振动焊接、脉动送线等。锤击是常用的方法,其实质是锤击使焊缝金属产生塑变,弥补焊缝冷却过程中产生的收缩,降低了焊缝中的拉应力。能有效地防止冷裂纹的产生。
1.3 电子控制技术
脉冲焊和焊接过程波形控制,(包括STT)都属于电子控制技术。该技术能有效控制熔滴过渡和焊接热量的输入,从而提高了焊接质量。
因为金属的组织结构不同,其可焊性也会不同,所采用的焊接方法与焊接工艺就随之变化而不同。
对一些可焊性差的材料,尤其是淬火钢材在进行熔化焊接时,一般常常采用物理方法:焊前预热、焊后缓冷加以解决,有时甚至动用高温退火的方法解决。或者改用钎焊的方法、机械连接或粘接方法加以解决。
采用物理方法解决焊接难题虽然很普遍,但也有时会遇到已经淬过火的模具、不锈钢中的马氏体不锈钢、铝合金中的脆化相铝合金在焊接修复时;焊前退火、焊后加工完成再淬火的现象。这样,多了道热处理工序。不但费工、费时、还容易产生变形。所以,单纯靠物理的方法来解决焊接难题;显然就不太适宜了。
2.采用化学方法
化学方法内容广泛,简要介绍与后面应用实例相关的二个问题:一是合金元素的作用;二是焊接化学冶金。
2.1合金元素的作用
2.1.1.低合金结构钢
合金元素在低合金结构钢的作用见表2,它既适于钢材,也适用于焊缝。这是因为多层焊时,前一层焊缝对后一层焊缝而言就是母材。

合金元素的作用
我们通过用几十年日积月累的经验,历经反复实验得出结论:
通过用改变化学成分的方法,也可以调整焊缝组织结构,改善焊接工艺性能。
低合金结构钢焊接性评定常用碳当量CE和焊接冷裂纹敏感性指数Pcm。国际焊接学会(FIW)推荐的CE计算公式:
CE=C Mn/6 (Cu Ni)/15 (Cr Mo V)/5(%)
公式适用条件:w(c)≥0.17%、强度级别中等(Rm=400~600MPa)的钢材,
Pcm的计算公式:Pcm=C Si/30 (Mn Cu Cr)/20 Ni/60 Mo/15 V/10 5B(%)
公式适用条件:w(c)﹤0.17%;Si:0~0.60%;Mn:0.40~1.4%;
Cu:0~0.50%;Ni:0~1.20%;Mo:0~0.07%;V:0~0.12%;Nb:0~0.04%;
Ti:0~0.5%;B:0~0.005%。
例1:焊接修复淬火钢模具时,过渡层使用含有Ni成分的焊条。通过采用化学方法,在焊缝中填加Ni的含量,由于焊缝中的Ni当量的提高,使焊缝中的金属组织结构向A氏体方向转移变化。从而改变了焊缝中的金属组织结构,随之也就改善了焊接工艺性能。Ni是A氏体形成的主要元素,它能够扩大γ相区。所以,Ni和Fe就能以任何比例相互溶解。
当Fe与Ni合金中含Ni量超过30%时,γ相区可以扩展到室温而不发生相变,从高温到室温一直保持γ相(奥氏体)组织,而且硬度也较低。Ni是较强的石墨化元素,而且在高温时,其扩散系数大(高温时Ni的扩散系数为Si的20倍),这对改善焊接接头的加工性能起着非常有利的作用,使可焊性差变为可焊性好。
之后,再通过使用淬火钢模具所需金属组织的堆焊焊条,堆焊其淬火钢模具的表面;达到了解决淬火钢模具焊接难题的目的。
2.1.2.高合金钢
例2:焊接不锈钢时,利用德国Schaeffler不锈钢焊缝金属组织图和Delong不锈钢焊缝金属组织图,使我们可以随心所欲地调整不锈钢焊缝金属组织结构,改善其焊接性能。