焊缝宽窄不一致这个问题真的很有意思,有的公司重视,有的公司不重视,那到底是为什么呢?让我们从以下几个方面简单介绍下。
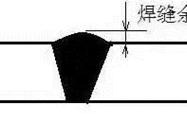
焊缝宽度指焊缝表面与母材的交界处称为焊趾。而单道焊缝横截面中,两焊趾之间的距离称为焊缝宽度。
焊缝宽窄不一致时会带来什么危害从焊接热学分析,焊缝宽度不均是热输入造成的。其对近缝组织影响很大,脆性区宽度不均导致应力集中。焊缝容易破坏。当焊缝宽度不一致时,一是造成焊缝成型不美观,二是影响危害 焊缝与母材的结合强度。
要求1、 电焊焊缝太宽不好。
2、 一般情况下焊缝必须饱满,较薄不用开坡口焊件焊缝的宽窄大于对口间隙2mm左右。开坡口焊件焊缝的宽窄大于坡口边缘2mm左右。
3、 焊缝过窄露出坡口属于焊接缺陷。
4、 焊缝过宽浪费焊条,影响焊接速度。热影响区过大影响焊缝质量,容易产生过大的焊接变形。
不合格现象焊缝边缘不匀直,焊缝宽窄差大于3㎜。
原因分析
焊条(枪)摆动幅度不一致,部分地方幅度过大,部分地方摆动过小;焊条(枪)角度不合适;焊接参数过大,焊接停留时间过长,焊接位置困难,妨碍焊接人员视线。
预防措施
1、加强焊工焊接责任心,提高焊接时的注意力;
2、采取正确的焊条(枪)角度;
3、熟悉现场焊接位置,提前制定必要焊接施工措施;
4、严格控制焊接参数。
整改措施
⑴加强练习,提高焊工的操作技术水平,提高克服困难位置焊接的能力;
⑵提高焊工质量意识,重视焊缝外观质量;
⑶焊缝盖面完毕,及时进行检查,对不合格的焊缝进行修磨,必要时进行补焊。
返修方式
主要分以下三种情况:
1)如果最小焊缝尺寸大于设计要求,可以对焊接区域进行简单的打磨修正,必要是考虑使用气刨;
2)如果最小焊缝尺寸小于设计要求,必须对焊接进行气刨补焊焊接,保证设计要求尺寸;
3)有特殊设计要求的工件。不允许返修的,需要进行评审处理,充分评估。
以上是个人观点,部分来自网络。
,