电子束焊接因具有不用焊条、不易氧化、工艺重复性好及热变形量小的优点而广泛应用于航空航天、原子能、国防及军工、汽车和电气电工仪表等众多行业。

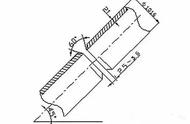
▲电子束焊接原理
电子束焊接工作原理
电子从电子枪中的发射体(阴极)逸出,在加速电压作用下,电子被加速至光速的0.3~0.7倍,具有一定的动能。再经电子枪中静电透镜和电磁透镜的作用,会聚成功率密度很高的电子束流。这种电子束流撞击工件表面,电子动能转变为热能而使金属迅速熔化和蒸发。在高压金属蒸气作用下,工件表面被迅速“钻”出一个小孔,也称之为“匙孔”,随着电子束与工件的相对移动,液态金属沿小孔周围流向熔池后部,并冷却凝固形成焊缝。

▲电子束焊接机
电子束焊接的主要特点
电子束穿透能力强,功率密度极高,焊缝深宽比大,可达到50:1,可实现大厚度材料一次成形,最大焊接厚度达到300mm。焊接可达性好,焊接速度快,一般在1m/min以上,热影响区小,焊接变形小,焊接结构精度高。电子束能量可以调节,被焊金属厚度可以从薄至0.05mm到厚至300mm,不开坡口,一次焊接成形,这是其他焊接方法无法达到的。能采用电子束焊接的材料范围较大,特别适用于活性金属、难熔金属和质量要求高的工件的焊接。
5、超声波金属焊接
超声波金属焊接是利用超声频率的机械振动能量,连接同种金属或异种金属的一种特殊方法。金属在进行超声波焊接时,既不向工件输送电流,也不向工件施以高温热源,只是在静压力之下,将框框振动能量转变为工作间的摩擦功、形变能及有限的温升。接头间的冶金结合是母材不发生熔化的情况下实现的一种固态焊接。

它有效地克服了电阻焊接时所产生的飞溅和氧化等现象,超声金属焊机能对铜、银、铝、镍等有色金属的细丝或薄片材料进行单点焊接、多点焊接和短条状焊接。可广泛应用于可控硅引线、熔断器片、电器引线、锂电池极片、极耳的焊接。