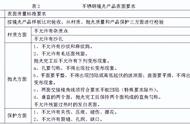
2.1焊接裂纹:为防止裂纹,应选择合适的焊接工艺参数和焊接程序,避免使用大电流,并且不要突然熄火。焊接接头应重叠10?15mm,焊接过程中不允许移动或敲打焊件。

3.1表面气孔:焊接部位必须用刷子清洗,焊接时应选择适当的焊接电流以降低焊接速度,以使熔池中的气体完全逸出。
关于加工拉丝不锈钢工艺的事先准备就介绍到这里了。如有疑问欢迎在评论区内留言哦。
2.1焊接裂纹:为防止裂纹,应选择合适的焊接工艺参数和焊接程序,避免使用大电流,并且不要突然熄火。焊接接头应重叠10?15mm,焊接过程中不允许移动或敲打焊件。
3.1表面气孔:焊接部位必须用刷子清洗,焊接时应选择适当的焊接电流以降低焊接速度,以使熔池中的气体完全逸出。
关于加工拉丝不锈钢工艺的事先准备就介绍到这里了。如有疑问欢迎在评论区内留言哦。















Copyright © 2018 - 2021 www.yd166.com., All Rights Reserved.