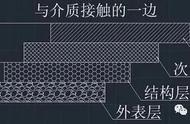
从前,鱼和熊掌不能兼得
现在,可以了!
玻璃钢玻璃钢
比刚轻还比刚强
恶略环境耐腐时间长
不管跑车飞机和桥梁
凹凸造型好质量听起来是不是很高科技
其实,在公元前的N多年
在美索不达米亚平原
曾经有这样一种操作:
把稻草磨碎和泥巴搅和在一起
做成长方体的形状,
听起来是不是很贴近生活?
现在我就是那个搅和泥的,请问
你家稻草需要做成什么形状的?

复合材料应用的行业:
航空航天、汽车、交通运输、建筑、能源、基础设施建设、海洋工程、管道建设等等重大工程领域,不过近年来,也开始融入广大人民群众的日常生活,像什么自行车、锂电池、高尔夫球杆、笔记本电脑等等... ...
拉挤成型( Pultrusion)是高效率生产连续、恒定截面复合型材的一种自动化工艺技术。将浸渍了树脂胶液的连续纤维,通过成型模具,在模腔内加热固化成型,在牵引机拉力作用下,连续拉拔出型材制品。该工艺适用于制造各种不同截面形状的管、棒、角形、工字形、槽型、板材等型材。
拉挤成型工艺主要工艺步骤包括纤维输送、纤维浸渍、成型与固化、夹持与拉拔、切割。
1-纤维2分纱板3-树脂槽4-纤维分配器5-预成型模6-成型模具7-牵引器8-切割器
玻璃纤维无捻粗纱从纱架引出,经过分纱板进入树脂槽中浸胶,然后进入预成型模,排除多余树脂,并在压实过程中排除气泡,再进入成型模,玻璃纤维和树脂在成型模中被挤压拉拔成型固化,最后经牵引切割成制品。在成型时,树脂应充分浸透纤维,通过近似截面形状预成型模,然后在成型模中固化成型。热固性树脂在成型过程中经历了粘度降低、热膨胀、凝胶固化、固化收缩几个阶段。
拉挤成型用纤维主要为玻璃纤维粗纱,树脂主要为不饱和聚酯树脂,90%以上的拉挤成型制品为玻璃纤维增强不饱和聚酯。少量用环氧树脂、丙烯酸酯树脂、乙烯基酯树脂等。热塑性树脂也可被采用,辅助材料包括碳酸钙等各种填料、颜料及各种助剂。
拉挤成型工艺的特点是:设备造价低,生产效率高,可连续生产任意长的各种异型制品,原材料的有效利用率高,基本上无边角废料;它只能加工不含有凹凸结构的长条状制品和板状制品;制品性能的方向性强,剪切强度较低,必须严格控制工艺参数。
拉挤成型制品包括各种杆棒、平板、空心管或型材,广泛应用于绝缘梯子架、电绝缘杆等电器材料,栏杆、管道等耐腐蚀结构,钓鱼杆、撑杆跳杆、高尔夫球拍杆、滑雪板等运动器材中。
JLJ-70517玻璃钢拉挤成型工艺注射机,是专业针对复合材料研发的在拉挤成型工艺中,
注射树脂配比成型的注射机设备,并可根据产品需求,提供整套的技术解决方案,
是集研发、模具、生产工艺等一系列流程技术配套服务者。
JLJ-70517玻璃钢拉挤成型工艺注射机:
1.双组份树脂混合注射
2.最高加热温度:100°C
3.最高注射压力:30Bar
4. 树脂罐容量:45L
5. 固化剂容量:20L
6. 流量范围:50cc/min 到800cc/min
7. 体积混合比: 100/20至100/50
8. 配比精度质量误差:≤±1%
9. 吐出精度质量误差:≤±1%
10. 树脂粘度范围:室温时500-15000cps