成品尖刀(硬质合金) 双刃螺旋铣刀(硬质合金) 主要功能:二维平面雕刻,二维切割,三维清角适用材质:双色板(ABS),有机(压克力)也可用于:铜,铁,铝,塑料,及其它各类金属非金属.
注意事项:雕刻金属时,应添加冷却油
为加快雕刻速度,应选用尽可能宽的刀尖.
为满足精细雕刻用户的要求,新推出三棱刀四棱刀
. 主要功能:二维切割,二维平面雕刻适用材质:有机(压克力),PVC
也可用于:黑色金属特点:对于有机板的干式切割加工具有良好的耐红性和耐磨性,螺旋刃切又保证其物面的光滑性.在切割加厚板材时,有着上佳的表现.它也可以用来加工黑色金属,如铁,钢等.
3D雕刻刀(硬质合金) 单槽螺旋刀(硬质合金) 主要功能:三维清角,倒边适用材质:有机,PVC.
也可用于: 密度板,中等硬度木材注意事项:无论正雕,还是反雕,一定保持雕刻平面的平整;选择合适的刃宽进行三维清角雕刻,显得很重要,建议小幅面雕刻机使用刃宽不要超过22MM,大幅面雕刻机使用合适刃宽的刀具可以加快雕刻速度. 主要功能:二维切割适用材质:压克力,PVC,中密度板
特点:结合单槽设计强切削力和排屑畅快的优点,而螺旋刃切削又保证切割物面光滑性,在批量加工PVC,中密度板有着上佳的工作效率.

双刃螺旋下切刀(硬质合金) 单槽直刃刀具(硬质合金) 主要性能:二维切割,二维雕刻适用材质:天然木料,合成木料
也可用于:塑料特点:专用木料加工刀具,此类双刃刀具用于加工木料及合成木料,碎屑排除方便、刀体坚固,经久耐用,加工效果好(保证表面无毛刺)。
主要性能:二维切割
适用材质:软木、中密度和中等硬度的木材。也可用于: 弹性、防磨擦塑胶
特点:结合了开槽设计和单刃几何设计,便于快速切削时碎屑自动清除。
球头铣刀(硬质合金) 双刃直槽铣刀(硬质合金) 主要性能:三维雕刻,二维切割适用材质:有机(压克力)也可用于:黑色金属注意事项:球铣刀刃宽的选择,主要取决于曲面雕刻的精度和大小,一般分为二次雕刻,粗雕可以选用刃径较大的,精雕则应选用刃径较小的刀具. 主要性能:二维平面雕刻,二维切割适用材质:中密度纤维板,硬木,压克力
特点:专为数控雕刻MDF材质而设计,结合了特制硬质合金,硬质刀体和高级刀刃几何,经久耐用.在有色金属粗加工也有着很高的工作效率

清底刀具(硬质合金) 单刃柱刀(硬质合金) 主要性能:铣底适用材质:有机(压克力),PVC,中密度板注意事项:任何一台雕刻机在工作时,都要保证雕刻平面的平整,特别在做二维雕刻和三维雕刻时.有些雕刻者往往为了省事,而马虎,其结果雕刻的产品要么不合格,要么需要人工修改 主要性能:二维切割适用材质:双色板,塑料板

也可用于:3MM以下厚压克力注意事项:切割双色板,如无特殊要求,平常用成品尖刀就可以切割,但尖刀切割后容易钝化,再雕刻就会毛刺.单刃柱刀,设计原理同尖刀,但它是垂直切割,不带有坡度,特别适合镶嵌工艺的设计.
序号 | 品名 | 使用材质和使用功能 |
1 | 平底尖刀 | 双色板,亚克力,密度板,PVC,平面雕刻,切割,浮雕粗加工 |
2 | 单刃直槽尖刀 | 铝,铜,铁,硬木,不锈钢等精细雕刻 |
3 | 双刃直槽尖刀 | 铁,钢,硬木等雕刻,斜度切断 |
4 | 三棱刀 | 铝,铜,铁,玉石精细雕刻 |
5 | 整体钨钢V型刀 | 亚克力,铝,密度板,精密3D雕刻 |
6 | 3D刀 | 亚克力,密度板,PVC等3D雕刻和倒角,同心度好,底部不留屑 |
7 | 圆底刻刀 | 亚克力,硬木,铝,铁等精密浮雕 |
8 | 单刃柱刀 | 双色板,亚克力,IC卡等薄板切割,雕刻 |
9 | 组合刀 | 亚克力,手机镜片,倒角一体切割 |
10 | 单刃螺旋铣刀 | 亚克力,PVC,芙蓉板,密度板,塑料高效快速加工 |
11 | 单刃铝用铣刀 | 铝,切割,不粘刀 |
12 | 单刃下切铣刀 | 夹板、密度板、切割加工、不翘板 |
13 | 双刃螺旋铣刀 | 亚克力、密度板、PVC |
14 | 双刃大排屑铣刀 | 密度板、PVC、芙蓉板,排屑好 |
15 | 三刃螺旋铣刀 | 亚克力、硬木等切割,表面磨砂 |
16 | 双刃直槽铣刀 | 多层板、夹板、密度板 |
17 | 单刃直槽铣刀 | 多层板、夹板、密度板 |
18 | 双刃复合刃铣刀 | 贴皮板、密度板、上下不爆口 |
19 | 单刃复合刃铣刀 | PVC、芙蓉板,上下无毛刺 |
20 | 棱齿铣刀 | 高密度板、实木、硬木、电路板 |
21 | 粗齿铣刀 | 硬木、高密度厚板切割 |
22 | 多条纹铣刀 | 刨花板、密度板、木工大功率雕铣加工专用 |
23 | 双刃下切铣刀 | 密度板 |
24 | 短刃长颈铣刀 | 各类材质深沟槽加工 |
25 | 斜度铣刀 | 各类材质斜度铣削加工 |
26 | 倒斜度铣刀 | 各类材质倒斜斜度铣削加工 |
27 | 斜度圆角铣刀 | 各类材质浮雕加工 |
28 | 斜度球头铣刀 | 各类材质浮雕加工 |
29 | 双刃直槽球头铣刀 | 密度板浮雕加工 |
30 | 单刃螺旋球头铣刀 | PVC、亚克力、芙蓉板、软木浮雕加工 |
31 | 双刃球头铣刀 | 硬木、实木、密度板、浮雕加工 |
32 | 双刃大排屑球头铣刀 | 密度板、PVC、亚克力 |
33 | 清底刀 | 大型台面铣平,大面积雕刻 |
34 | 花边刀 | 花边倒边加工,可来样定做 |
35 | 二刃钨钢立铣刀 | 铸铁,模具钢,淬火钢 |
36 | 四刃钨钢立铣刀 | 铸铁,模具钢,淬火钢 |
37 | 钨钢铝用铣刀 | 铝,低转速加工用 |
38 | 六刃钨钢立铣刀 | 铸铁,模具钢,淬火钢 |
39 | 圆角立铣刀 | 铸铁,模具钢,淬火钢 |
40 | 钨钢球头铣刀 | 铸铁,模具钢,淬火钢 |
41 | 金刚石雕刻刀 | 密度板、亚克力、硬木、铝、铜大理石 |
42 | 金刚石四棱刀 | 密度板、亚克力、硬木、铝、铜大理石 |
43 | 金刚石3D刀 | 密度板、亚克力、硬木、铝、铜大理石 |
44 | 金刚石单刃柱刀 | 密度板、亚克力、硬木、铝、铜大理石 |
45 | 金刚石直槽铣刀 | 密度板、亚克力、硬木、铝、铜大理石 |
46 | 刻字刀 | 电脑刻字专用 |
47 | 家具螺母 | 雕刻机配套 |
三刃螺旋铣刀 (硬质合金) 花边刀系列(硬质合金) 主要性能:切割,雕刻
适用材质:有机(压克力),PVC 主要性能:倒边切割适用材质:有机(压克力),木料注意事项:此款刀具最适合中密度板的倒边,在加工有机(压克力)时,雕刻速度应放慢,超过5MM厚时,建议使用分层雕刻功能.
1/8"(3.175MM)微型菱齿铣刀头 1/8"(3.175MM)微型钻 适用:印刷电路板
硬质合金微型菱齿铣刀,铣刀直径从Φ0.8mm至Φ3.175mm,柄径为1/8",并能按客户要求生产长槽 型铣刀。 其特性如下: --使用超细晶粒硬质合金材料,具有良好的铣、削性能,保证高的工作效率。 --有足够的抗弯强度和耐磨性。 --铣槽、主板边,表面洁净、整齐、无毛刺。
--规格0.8-3.175MM 5 适用:印刷电路板
该产品与国内外数控机床配套,钻头直径从Φ0.3mm至Φ6.5mm,柄径为1/8",并能按客户要求生产非标系列钻头. 其特性如下: --采用超细晶粒硬质合金材料,产品硬质高、韧性好、适合于PCB行业的高效率生产条件,保证良好的耐磨性能和使用寿命。 --尺寸精度高,形位误差小,钻孔偏心极微,孔壁光洁平整。 --型号规格多,便于用户选择所需产品。
整体硬质合金反螺纹铣刀 整体硬质合金双刃直槽牛鼻刀 刀具材质:采用进口超细晶粒硬质合金材料
刀具性能:专用于Cr12的材料开槽和去粗加工。使用特点:该刀具、在加工Cr12材料时,无论在耐用度上、还是加工的精细程度上都有上乘的表现。其加工噪音低、切削平稳。
规格:Ø3.175X1.5X5X40
Ø3.175X2.0X6X40 刀具材质:采用进口超细晶粒硬质合金材料
刀具用途:用作曲面和平面的混合形体的加工。使用特点:在加工曲面和平面的联接处有较好的加工效果
规格:柄径3.175MM,刃径3MM
刃长8MM,圆弧0.5MM
双刃直槽雕刻刀 刀具材质:采用进口超细晶粒硬质合金材料
刀具用途:专用于高频模具和滴塑模具的开槽及材料去粗加工。还可用来有机,硬木,二维雕刻底部平整,速度快。使用特点:该刀强度好、刀具锋利、加工效果和加工效率极佳。刀具规格:刀具直径 3.175mm 刀具角度 0°-90°。 刀尖直径 0.5以上。
雕刻机为消耗品,模具雕刻机,在使用的过程当中难免会遇到很多的问题,为方便大家使用,这里简单总结一下!
问题1: 打开软件时提示:三轴报警,初始化错误信号.
解决方法:
1.检查控制箱内的转接板的保险丝是否烧掉,换保险丝;
2.检查电脑与机器的两根数据线有没有接好;
3.检查电源是否正常供电.
问题2 : 打开软件时,电脑提示“打开卡失败,请检查卡”的提示.
解决方法:
1.检查板卡的驱动程序有没有装好,或把板卡换一个PCI插槽;
2.把两根数据连接线重新安装,检查有没有断针的现象;
3.维宏卡有问题,更换卡.
问题3: 雕刻时出现错位,或尺寸不对.
解决方法:
1.检查雕刻软件的路径正确与否;
2.检查丝杆的间隙大小及光杆的紧固螺丝有没有松动;
3.检查软件参数的设置是否正确.

问题4: 主轴电机不转或反转.
解决方法:
1.检查变频器的参数的设置;
2.变频器的信号线是否接反.
问题5: X轴行走某段时Z轴不抬刀,按向上走却向下走.
解决方法:
1.检查Z轴马达是否正常运行,功率及驱动器电流的大小;
2.检查Z轴马达线是否有接触不良或中间断的情况
3. 检查抬刀距离是否设置好。
问题6: 出现砸刀现象.
解决方法:
1.Z轴马达功率不够,联轴器松动;
2.Z轴驱动器的电流过小,或信号线接错
3. 数据线没接好。.
问题7: 打开软件开机时,出现轴关闭.
解决方法:
1.驱动器的问题或电脑输出信号线接触不良;
2.马达线接触不良.
问题8: 开机时机器不通电.
解决方法:
1.检查启动按钮线是否接好及按钮是否烧坏;
2.检查交流接触器是否短路或烧坏.
2雕刻机刀具
雕刻从加工原理上讲是一种钻铣组合加工,雕刻机多种数据输入模式根据需要游刃有余!刀具是数控雕刻机一大必备耗材,同时也关系到雕刻效果和雕刻速度,所以客户在雕刻不同工件时,应该根据工件特性和加工特点选好刀具,这样才能达到事半功倍的效果!对于客户在日常加工生产中常用的刀具以及特点,小编挑选了几款做一详细介绍。

1、平底刀:
又叫柱刀,主要依靠侧刃进行雕刻,底刃主要用于平面修光,柱刀的刀头端面较大,雕刻效率高!平底刀主要用于轮廓切割、铣平面、区域粗雕刻、曲面粗雕刻等;
2、球头刀:
球刀的切削刃呈圆弧状,雕刻机在雕刻过程中形成一个半球体,雕刻过程受力均匀,切削平稳,所以特别适合于曲面雕刻,常用于曲面半精雕刻和曲面精雕刻,球刀不适合于铣平面;
3、牛鼻刀:
牛鼻刀是柱刀和球刀的混合体,它一方面具有球刀的特点可以雕刻曲面,另一方面具有柱刀的特点可以用于铣平面;
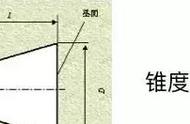
4、锥度平底刀:
简称锥刀,锥刀在整个雕刻行业的应用范围最广。锥刀的底刃,俗称刀尖,类似于柱刀,可以用于小平面的精修,锥刀的侧刃倾斜一定的角度,在雕刻过程中形成倾斜的侧面,锥刀在构造上的特点可以使得它能够实现雕刻行业特有的三维清角效果!雕刻机锥刀主要用于单线雕刻、区域粗雕刻、区域精雕刻、投影雕刻、图像灰度雕刻等;
5、锥度球头刀:
简称锥球刀,锥球刀是锥刀和球刀的混合体,它一方面具有锥刀的特点,具有很小的刀尖;另一方面又有球刀的特点,可以雕刻比较精细的曲面,锥球刀常用于浮雕曲面雕刻、投影雕刻、图像浮雕雕刻等;
6、锥度牛鼻刀:
锥度牛鼻刀是锥刀和牛鼻刀的混合体,它一方面具有锥刀的特点,可以具有较小的刀尖,雕刻机雕铣比较精细的曲面,另一方面又有牛鼻刀的特点,所以锥度牛鼻刀常用于浮雕曲面雕刻;
7、钻孔刀具:
主要用于钻孔。当孔比较浅时,可以用平底刀钻孔。
8、大头刀:
实质为头部锥角较大的锥刀。主要用于三维清角。
上述几种刀具就是现在市场使用最为广泛的,所以客户在雕刻前一定要了解各种型号刀具的特性,针对自身加工产品选择好相应的刀具,不但大大提高生产效率,也能更好的提高生产质量!
雕刻刀磨刀知识:
介绍圆刀先磨里口,再磨外口,平刀也先磨平面,再磨斜面(背面)。
三角刀先磨外口,里口不需多磨,用很细的磨石磨,出口就可。
本人推荐使用者尽量不要使用机器磨刀。以免影响刀子质量。
版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。
木工刀具论坛“zjwoodtools”[微信号]
木工刀具网(http://www.zjwoodtools.cn)-木工刀具行业网站,木材切削加工技术专业交流论坛。本站专注木工刀锯行业各种相关资讯和技术问题讨论,免费发布给关注本平台的粉丝阅读,每日更新图文内容;提供木工刀具业内人员交流讨论的和谐平台,满足访问者行业需求。
承接|刀具广告|软文推广|求职招聘|微信推送
商务合作QQ:157561175
,▼ 点下面「阅读原文」进入社区参与评论互动