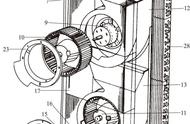
4、扩口加工:
加工前先把扩口螺母套入配管,选择符合扩口尺寸的靠模,正确的扩口尺寸,应与连接管的尺寸基本相同。扩口尺寸的大小受如右图所示 A 尺寸的影响。根据生产工具的厂家不同,A 尺寸也会有所不同,请加以注意。

5、弯管加工:
根据现场安装要求分为从配管右侧量取弯曲尺寸和从左侧量取尺寸。
(1)从配管的右端或左端量取并标记所要弯曲的尺寸。

(2)将配管放入弯管器。
将固定杠杆的『0』刻度与手柄上的零标记对齐(没有零标记时与手柄前端对齐)。
(3)一边调整配管,一边将配管上标记处与手柄上的『R』或『L』对合。
(4)按动手柄,弯曲至所需的角度为止。应慢慢地进行弯折,以使配管内侧不产生皱折和变形。弯曲角度不得超过 90°

6、胀管加工:
Φ6.4—Φ19.1的铜管实施胀管后,插入配管, 这样配管与配管之间就可以进行钎焊连接,不需要采用管件来连接。
三 用绞孔刀或刮刀去除切面上的毛刺。