Delta Machine Co. 是一家机加工车间,专门生产由钛、镍合金、不锈钢、铝、塑料和其他特殊合金制成的复杂、精密公差零件。

加利福尼亚州亨廷顿海滩公司的总裁 Janos Garaczi 负责整体质量以及大部分编程、设置和采购。
在过去的十年中,机加工车间一直依靠灵活的珩磨工具来进行一系列自动化 CNC 加工应用,例如交叉孔去毛刺、圆柱珩磨、表面精加工、边缘融合和清洁。
通过在加工过程中集成灵活的珩磨,可以在内部以较低的成本对具有交叉钻孔和其他难以接近的特征的复杂零件进行去毛刺、珩磨和表面处理。
在自动加工中,去除交叉钻孔和其他难以进入的区域(如底切、凹槽、槽或内孔)中的毛刺和锋利边缘可能既繁琐又耗时。一个特殊的挑战是去除发动机和变速箱部件中常见的交叉钻孔的交叉点的毛刺。
在许多应用中,交叉钻孔充当流体、润滑剂和气体的管道,而未能去除毛刺会导致这些关键通道的堵塞或在流动中产生湍流。毛刺还会导致零件错位,影响尺寸公差,并限制加工部件的整体效率。
“消除毛刺至关重要,因为如果任何松散的材料在使用过程中脱落,可能会产生严重后果,”Garaczi 说。
根据 Garaczi 的说法,他为此类应用选择的工具是来自洛杉矶 Brush Research Manufacturing (BRM) 的 Flex-Hone。该产品的特点是永久性安装在柔性细丝上的小磨粒,是一种灵活的低成本工具,用于复杂的交叉孔去毛刺、珩磨、表面处理和边缘融合。磨具有多种磨料类型、尺寸和粒度可供选择。
“当我们需要清理组件时,对于去毛刺孔和珩磨,它是我们最容易使用的工具。有各种各样的等级和尺寸,而且用途广泛,”Garaczi 说,
他补充说,该公司“正在制造更复杂的零件,尤其是涉及到整个零件都有端口的外壳时。这就是磨刀真正派上用场的地方,用于去除钻孔的毛刺。”
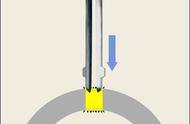
为获得最佳效果,去毛刺工具通常旋转到主孔中,交叉孔进入该主孔。几次顺时针冲程后,刀具被移除,主轴反转以旋转并在逆时针方向上冲程柔性珩磨几个冲程。正反转形成对称的去毛刺图案。应使用冷却液使金属切屑和去毛刺金属保持悬浮状态。
根据 Garaczi 的说法,在处理加工过的高温合金(如钛、蒙乃尔、铬镍铁合金、铬镍铁合金、因瓦合金、Rene 和哈氏合金)时,去除毛刺尤其成问题。
“即使在‘开槽’过程中,如果你从一侧切割材料,它只会将毛刺推到边缘,”Garaczi 说。“而且,如果你从另一边接近它,它只会把它推回去。它不想干净地折断材料。一旦工具变得有点沉闷,它就会变得更糟。因此,具有正确几何形状的锋利工具是关键。”
Garaczi 指出,Flex-Hone 配备优质镀镍金刚石磨料,可用于硬质合金、陶瓷和航空钢合金等材料。以及更硬且专为高温合金设计的 CBN 选项。如果不使用正确的研磨工具,这些超级合金可以表现出高延展性和加工硬化,从而产生粘性加工行为。他补充说,Flex-Hone 有助于去毛刺超级合金,例如钛或热处理的 13-8 不锈钢合金。
Garaczi 指出,他正在将柔性珩磨安装到 CNC 设备中,以实现流程自动化并减少完成高温合金和不锈钢所需的时间。
Flex-Hone 的另一个优点是它不会产生太多灰尘,考虑到污染物可能对 CNC 设备造成的损坏,这一点很重要。“这些都是非常昂贵、非常精确的机器,”Garaczi 补充道。“我不会做任何损害设备准确性或使用寿命的事情。”
他说,在决定购买什么工具时,通常是在逐个项目的基础上进行的。但是,如果该工具可以减少周期时间而不是其成本,那么这是一个容易的决定。
“在某些情况下,能够在 CNC 上对此类材料进行表面处理肯定会很好,”Garaczi 说。“这真的可以节省大量时间和额外的加工成本……我想尽可能在 CNC 机床上完成所有工作。”
为了实现这一目标,机加工车间在其工具转盘中加入了各种尺寸的 Flex-Hones。
“对于零件,我们可能会使用两到三个不同尺寸的珩磨头,具体取决于交叉端口交叉口的数量和不同的孔尺寸,”Garaczi 说。“然而,将 Flex-Hone 放入刀架中真的很容易,给它一个简单的刀具路径循环并让它运行。”
,