10.6 认识常用的数控指令
一、G代码
G指令又叫“准备机能”指令。它一般规定刀具的走刀方式,是数控系统中最基本和最广泛的指令。
G代码又分模态G代码和一次性G代码,模态G代码是指G指令的作用除非有专门指令来解除,否则将一直有效。一次性G代码的作用只在本程序段内有效。
G指令数量众多,应用复杂。这里我们只介绍几条常用的G指令,旨在理解G指令的基本概念和常规使用方法。
1、F代码——速度指令
了解G代码之前,应该了解这个指令。它的任务是给出走刀速度,一般放在程序段的最后。其单位在参数中规定,习惯使用mm/min,今后的举例中都采用这种单位。
格式:F__
2、G92——坐标系设定指令(模态)
格式:G92 X__ Y__ Z__
操作:确定坐标系。它直接给出当前的位置坐标,而间接得到坐标原点的位置,从而建立一个坐标系。
例:N0001 G92 X100.0 Y200.0 LF

图10-22:坐标系建立指令G92的应用实例
2、G00——快速定位指令(模态)
格式:G00 X__ Y__ Z__
操作:快速走刀到坐标为X__ Y__ Z__的点。
例:N0010 G00 X50.0 Z25.0 LF
这段程序使刀具从当前位置快速走刀到坐标为X=50.0、Z=25.0的点。快速走刀的速度是在参数系统中设定的。

图10-23:快速定位指令G00应用举例
如果使用相对坐标编程,还可以写成:
N0010 G00 X-20.0 Z-55.0 LF
3、G01——直线插补(模态)
格式:G01 X__ Y__ Z__
操作:以规定速度走刀到坐标为X__ Y__ Z__的点。
用这条命令时,应在同一程序段中规定进刀速度,否则它将以前面最近处给定的速度走刀。
例:N0005 G01 X100.0 Z50.0 F40 LF

图10-24:快速定位指令G01应用举例
在知道当前位置坐标时,同样可以用相对坐标进行编程。
4、G04——暂停指令
格式:G04 X(或U、P)__
操作:以规定的时间执行等待操作。一般用于光刀等。
G04后的X、U单位为秒,P为毫秒。
例:N0020 G04 X2.5 LF
在当前位置等待2.5秒。
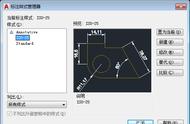
5、绝对坐标和增量坐标编程——G90、G91(模态)
格式:G90(G91) 其它G指令 坐标位置
G90:绝对坐标,G91:增量坐标。
这两个G代码规定后续程序中的坐标值是按绝对坐标走刀还是按增量坐标走刀。从下面例子可以看出二者的差别。

图10-25:G90、G91命令程序例图
上面的走刀轨迹,按绝对坐标编程时,程序为:
G90 G00 X180.0 Y100.0 LF
按照增量坐标编程,则写为:
G91 G00 X130.0 Y70.0 LF
增量编程中,坐标值为终点坐标减起点坐标。出现负值时,表示沿坐标轴负方向走刀。
6、圆弧插补——G03、G04(模态)
格式:G02(G03) X_ Y_ Z_ I_ J_ K_ F_
或G02(G03) X_ Y_ Z_ R_ F_
上面各项中:
G02:顺时针插补。
G03:逆时针插补。
X_、Y_、Z_:给出圆弧终点的坐标。
I_、J_、K_:为起点到圆心向量在X、Y、Z三个坐标轴的投影值,有正负。
R_:圆弧半径。
F_:插补走刀速度。
使用半径编辑圆弧时,要注意如下两点:
1.它无法编辑整圆。
2.R值在被编辑圆弧夹角小于等于180度时取正,大于180度时取负。这是由于在给出半径值和终点时,能画出两个圆弧。有了符号的规定,则圆弧就是唯一的了。
下图说明了半径符号的取法:

图10-26:圆弧插补半径R的符号说明
圆弧编程举例:
使用绝对值编程,用I、J、K:
G92 X170.0 Y60.0 LF
G90 G03 X120.0 Y110 I-50.0 F100.0 LF
G02 X90.0 Y80.0 I-30.0 LF
使用增量值编程,用R:
G92 X170.0 Y60.0 LF
G91 G03 X-50.0 Y50.0 R50.0 F100.0 LF
G02 X-30.0 Y-30.0 R30.0 LF

图10-27:圆弧插补编程实例图
其它G代码还有很多,许多指令使用上非常复杂,要真正掌握,需要下较多的工夫去学习。这里只是示范性介绍,具体内容要查阅产品编程手册。本课程不再介绍,详细的学习要参加公司的专业数控课程。
二、数控编程的外部机能
1、辅助机能--M指令
辅助机能是数控系统实施外部操作的重要功能。如控制主轴起停、冷却开关、夹具松夹、润滑工作、防护门开关等等。
它通过M指令,把控制代码送到PLC,由PLC译码辨别数控程序的操作要求,再通过PLC程序控制外部电路执行。与传统的硬件接口不同,现在的系统都是通过数据缓冲区来实现的。
辅助机能的代码使用格式:
M××
XX的取值范围依系统的不同而不同,一般为00到99。
M代码在ISO标准中有固定定义,但许多厂家并不遵守这一标准定义。
下表列出了ISO标准下的部分常用M代码。
M代码 | 功能 | M代码 | 功能 |
M00 | 程序停止 | M11 | 松开 |
M01 | 计划停止 | M30 | 纸带结束(即程序结束) |
M02 | 程序结束 | M40 | 齿轮换档 |
M03 | 主轴顺时针旋转 | M41 | 齿轮换档 |
M04 | 主轴逆时针旋转 | M42 | 齿轮换档 |
M05 | 主轴停止 | M43 | 齿轮换档 |
M06 | 换刀 | M44 | 齿轮换档 |
M07 | 2号冷却开 | M45 | 齿轮换档 |
M08 | 1号冷却开 | M50 | 3号冷却开 |
M09 | 冷却关 | M51 | 4号冷却开 |
M10 | 夹紧 | M60 | 更换工件 |
以上M代码中M00、M01、M02、M03、M30几个是比较固定的M代码,其它用户在使用中比较松散,通常是任意约定的。其中几个M代码解释如下:
M00:程序停止。在完成当前程序段的指令后,暂时停止一切动作,包括冷却、主轴旋转、进给等,以便操作者进行手工调整。调整后由操作者重新启动,程序将继续执行。
M01:计划停止。与M00类似,不同的是:面板上可以设置一个任选停止按钮,如果该按钮被按下,M01才予以处理,否则不执行。
M02:程序结束。用在一个程序块的最后,表示程序结束,相当于EM命令。
M30:纸带结束。原本表示程序按照纸带运行时,程序结束的标志。现在也常用做程序结束,与M02和EM相同。
2、刀具机能与刀具的管理--T指令
刀具机能是数控系统实施刀具管理操作的重要功能。它可以控制换刀操作、刀具补偿等。
刀具机能的执行原理与M代码相同。
刀具机能的代码格式:
T××××
头两位表示刀具号,后两位表示刀具补偿参数号。
当补偿号取00时,表示取消补偿。
××的取值范围也依系统的不同而不同,一般为00到99。
例如:T0205
表示换2号刀,调用5号刀具补偿参数。
3、主轴机能--S指令
主轴机能是数控系统对主轴操作的命令形式。多用于主轴速度换档。
主轴机能的执行原理也与M代码相同。
主轴机能的代码格式:
S××
××的取值范围依系统的不同而不同,一般为00到99。
注意在伺服主轴的恒转速操作中,S××××的S直接给出转速,与外部功能的S命令不同。
如果S跟在G96(恒线速)后面(G96 SXXXX),S后面的数字为线速度。如果跟在G97(恒转速)后面(G97 SXXXX),S后面的数字为转速。
除了数控编程外,与机器人等类似,数控系统也有大量的参数,此部分略。
本节要点复习:
(1)掌握伺服系统的大致结构和原理框架。
(2)了解系统的常用电机、位置传感器原理。
(3)知道数控编程的基本概念。
,