大家好,我是木子,今天给大家带来,数控编程加工中,基本的编程方法里面常用的G,M,F,S,T这些代码指令,刀具补偿的后续,话不都说,上干货
四、固定循环功能

如图所示。每个孔的加工过程相同:快速进给、工进钻孔、快速退出,然后在新的位置定位后重复上述动作。编程时,同样的程序段需要编写若干次,十分麻烦。使用固定循环功能,可以大大简化程序的编制。
1、固定循环的组成及固定循环代码
(1)固定循环的组成

如图所示固定循环由6个动作组成:
动作1—— X、Y轴定位;
动作2—— Z轴快速移动到 R点;
动作3——孔加工;
动作4——在孔底的动作,包括暂停、主轴准停、刀具移位等动作;
动作5——返回到R点,
动作6——快速返回到初始点。
(2)固定循环代码
①数据格式代码(G90和G91)
在G90方式下,R与Z一律取其终点坐标值。
在G91方式下,R是自初始点到R点间的距离,Z是自R点到Z点的距离。
②返回点代码(G98和G99)
指定G98,刀具返回到初始点所在平面。
指定G99,刀具返回到 R点所在平面。
初始点是为安全下刀而规定的点,该点到零件表面的距离可以任意设定。R点又叫参考点,是刀具由快进转为工进的转换点,距工件表面的距离主要考虑工件表面尺寸的变化,一般可取2~5 mm。

(3)固定循环的指令格式
G90(G91) G98(G99) G73~G89 X_ Y_ Z_ R_ Q_ P_ F_ L_
X、Y——平面点定位坐标值,可以用绝对值,也可以用增量值。
Z——使用绝对值时,表示从Z坐标原点到孔底Z点的距离,使用增量值时,表示从R点到孔底Z点的距离。
R——使用绝对值时,表示从Z坐标原点到R点的距离,使用增量值时,表示从初始点到R点的距离。
Q——在G73或G83指令中,指定每次进给的深度;在G76或G87指令中,指定刀具的位移量,用增量值给定。
P——刀具在孔底的暂停时间。
F——切削进给速度。
L——固定循环次数,不指定时只进行一次。
G73~G89、Z、R、P、Q都是模态代码。固定循环加工方式一旦被指定,在加工过程中保持不变,直到指定其他循环孔加工方式,或使用G80指令取消固定循环为止,若程序中使用代码G00、G01、G02、G03时,循环加工方式及其加工数据也全部被取消。
2、常用的固定循环指令
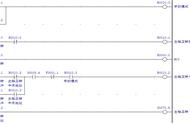
(1)G81——钻削固定循环指令
格式:G81 X_ Y_ Z_ R_ F_
说明:主轴正转,刀具以进给速度向下运动钻孔,到达孔底位置后,快速退回(无孔底动作),如图所示。