【能源人都在看,点击右上角加'关注'】
北极星水处理网讯:摘要:国内外对金属制品盐酸废液的处理方法有多种,磺化法(硫酸置换法)处理金属制品盐酸废液技术主要是将盐酸废液负压逆流蒸发浓缩法、磺化反应生产硫酸盐法、氯化氢气体吸收制酸法、硫酸盐粗品重结晶法、硫酸盐母液浓缩法相结合的处理方法。
关键词:磺化法(硫酸置换法)盐酸废液蒸发浓缩硫酸盐环保
1金属制品盐酸废液的来源和危害
目前国内金属制品加工过程中,涉及到表面清洗及蚀刻等操作,行业中采用最多的是盐酸酸洗,有小部分企业采用硫酸酸洗和混酸酸洗。例如,钢制品行业在生产过程中采用盐酸进行表面清洗,产生含铁离子的盐酸废液,平均每清洗1吨钢制品产生盐酸废液约15kg-30kg,盐酸废液年产生量约2500万吨(1);酸性氯化铜体系蚀刻液是目前国内印制线路板行业现用最广泛的蚀刻液,我国印制电路板行业每天约产生60000t蚀刻废液,其中有大约一半为酸性氯化铜蚀刻废液,年产生量约1000万吨(2);铝型材、铝箔采用盐酸清洗产生的盐酸废液年产生量约900万吨(3)。仅上述三种酸废液就近4500万吨/年。
不论是何种行业产生的盐酸废液,都具有金属离子浓度高、酸浓度高、腐蚀性高、环境污染高等特点,目前已被列入《国家危险废物名录》。盐酸废液违法外排引起的主要危害表现为:腐蚀下水管道和钢筋混凝土等水工构筑物;使庄稼枯死,影响水生作物生长;盐酸废液渗入土壤,时间长了会造成土质钙化,破坏土层松散状态,因而影响农作物生长;阻碍废水生物处理中的微生物繁殖;能毒死鱼类;人畜饮用受此污染的水,可引起肠胃发炎,甚至烧伤;其造成对水体的污染、对生物的毒害,乃至最终对人类健康的伤害都是十分巨大的。依据国家环保条例规定,盐酸废液未经处理不允许直接排放。所以成本低、安全、高效的废酸处理工艺研究引起行业广泛关注,并成为行业热点和痛点问题。
2金属制品盐酸废液常见处理技术
国内外对金属制品盐酸废液的处理方法有多种,需要根据不同盐酸废液的具体特点,结合金属制品生产企业自身的情况,选择合适的治理技术。
目前常用的钢制品盐酸废液治理技术有:中和沉淀法、直接焙烧法、蒸发法、离子交换树脂法、膜分离法、萃取法、化学转化法等等(1)。各种方法均有其优缺点:中和法确保了处理后物质pH值;焙烧法不产生新的污染物,回收得到的产品可循环使用,提高了对环境的保护;浓缩法设备虽易结垢难清理,但该法处理后的酸可达到较高的浓度,可直接利用;离子交换树脂法工艺流程短,易操作,能耗低,但常温处理时回收的无机酸浓度偏低,需添加高浓度新酸才能使用;萃取法在一定条件下可以使金属离子与酸分离,但处理后的废酸液中仍含有大量的有机物,再处理就比较困难。
酸性蚀刻废液常用的回收铜的方法包括:中和法、喷雾焙烧法、中和-酸溶法、电解再生法。其中,中和法是在预热后的酸性蚀刻废液中加入预热的碱液,使铜离子转化为棕黑色氧化铜沉淀。喷雾焙烧法是将酸性蚀刻废液经加压喷嘴喷出,以雾状方式分散在550℃的焙烧炉中,分解形成氯化氢、氧化铜。中和-酸溶法是在中和法制备氧化铜的基础上,加入硫酸溶解、冷冻结晶,制得五水硫酸铜晶体。电解再生法主要包括常规电解法、离子膜电解法和隔膜电解法等。但是,在上述回收铜的方法中,实际运行中存在硫酸铜转换率低、铜的回收难度大、运行安全系数低、三废产生高等问题(4)。
尽管目前除了中和法外资源化处理盐酸废液的方法很多,也都有不同程度的工程化应用,但其中仍然存在着不足,如一次投入大、运行费用高、二次污染严重、设备运行维护困难等。高能耗、高投入的资源化回收方法对于金属制品涉酸中小型企业难以承受。因此,研究开发投入少、运行费用低、无二次污染,适合中小型金属制品涉酸企业的资源化处理盐酸废液的方法迫在眉睫。
笔者多年来一直坚持研发废酸资源化回用和废酸资源化利用的相关技术。经过多年的工程实例经验结合自身废酸处理专有技术、专有设备和国内外的新材料、新工艺、新技术,根据目前国内安全生产、绿色生产的要求,就金属制品盐酸废液的有效处理研发出磺化法(硫酸置换法)处理金属制品盐酸废液的新工艺和新装置。新工艺实际产生的硫酸盐可以达到工业品级,销路广泛、回收的盐酸氯化氢浓度高、基本无三废产生,个人认为从目前国内的相关行业行情和环保要求来看是金属制品盐酸废液处理比较理想的一种工艺。
3磺化法(硫酸置换法)处理工艺简介
我公司在研发磺化法(硫酸置换法)处理金属制品盐酸废液的工艺、设备和装置的过程中,采用了公司特有的技术,并相继获得了多项国家专利:201721176680.8《一种从酸性蚀刻废液中回收盐酸和制取硫酸铜的装置》、201310351303.3《一种高效节能型盐酸酸洗废液三效负压石墨蒸发结晶装置》、201410102740.6《一种圆块孔式多流程石墨换热器》、201810863356.6《一种盐酸酸洗废液三效负压逆流闪蒸结晶处理装置》、201810863360.3《一种磺化法钢制品盐酸酸洗废液资源化处理装置》、201821408180.7《一种特制氯化物磺化反应釜》。该处理工艺及三效蒸发结晶工艺均已入选GB/T 32125《工业废盐酸的处理处置规范》和《热镀锌废盐酸的处置处理方法》,磺化法(硫酸置换法)处理金属制品盐酸废液技术主要是将盐酸废液负压逆流蒸发浓缩、磺化反应生产硫酸盐、氯化氢气体吸收制酸、硫酸盐粗品重结晶、硫酸盐母液浓缩法相结合的处理方法。

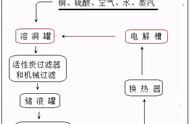
磺化法(硫酸置换法)处理金属制品盐酸废液工艺流程图
3.1 盐酸废液蒸发单元工艺简介
3.1.1 工作原理:
盐酸废液蒸发系统主要是对盐酸废液采用三效负压蒸发,节约能源,降低蒸汽的消耗。考虑到整个项目的具体实施,决定采用三效逆流负压蒸发浓缩工艺;确保氯化盐浓缩液以较高的含量和较高温度进入合成磺化反应制取硫酸盐系统。
盐酸废液蒸发系统采用的三效逆流负压蒸发系统,实质上是一种溶液中溶质和溶剂分离的物理过程。它的基本原理是将含有氯化盐、氯化氢溶质的水溶液,在真空状态下加热,使溶液中可挥发性的溶质氯化氢和水一起蒸发,通过冷凝器利用冷却水冷凝,形成高纯度的稀盐酸;随着浓缩,溶液中不可挥发的溶质氯化盐的浓度增加,形成氯化盐的饱和溶液。该系统产生的稀盐酸作为氯化氢气体吸收制酸系统的吸收液;产生的氯化盐浓缩液进入磺化反应制取硫酸盐粗品系统。
3.1.2 工艺流程简介:
盐酸废液三效逆流负压蒸发工段的工作原理是根据氯化氢易于挥发和易溶于水的特性及氯化盐在水(或者盐酸)中溶解度的规律,采用蒸汽间接加热、负压蒸发浓缩工艺,蒸发产生的气体经冷凝器冷凝成为稀盐酸;废液经蒸发浓缩使氯化盐达到饱和浓度后,进入磺化反应制取硫酸盐系统。
盐酸废液三效负压蒸发工段整套系统由十几台化工设备构成蒸发、冷凝二个化工单元操作岗位,形成一整套完整的处理工艺流程。由石墨蒸发器和石墨分离器组成的蒸发单元采用强制式外循环蒸发,蒸发强度大、热效率高;由冷凝器和稀酸罐组成的冷凝系统,采用间壁式冷凝器、冷却水冷却的冷凝方式。
3.2 磺化反应制取硫酸盐系统的工艺简介
磺化反应制取硫酸盐系统的工作原理主要是根据氯化盐与硫酸的化学反应方程式:
MeCL2 H2SO4→MeSO4 2HCL↑;以及硫酸置换氯化氢的反应,使浓缩液中的氯化盐反应生成相应的硫酸盐,而H 与CL—相结合生成HCL蒸汽经反复吸收后即为高浓度盐酸。
磺化反应过程中产生的氯化氢气体进入吸收制酸系统制取盐酸。反应完成的硫酸盐按比例加纯水或者硫酸盐母液经充分溶解后排入结晶釜。
硫酸盐结晶系统按照硫酸盐在水(或者硫酸)中的溶解度来进行。循环冷却进行固相结晶析出;固液分离过程中采用离心机将固液混合状态的晶浆液进行固液分离,从液态的晶浆液中提取、分离出固相的硫酸盐结晶体。分离出的硫酸盐粗品进入重结晶系统。分离出来的硫酸盐母液收集后进入合成釜稀释合成反应后的浓浆液或者返回结晶釜和合成釜产生的硫酸盐浓浆液混合后再次结晶。
3.3 氯化氢气体吸收制酸系统的工艺简介
对于氯化氢气体的吸收系统采用三级降膜吸收加尾气吸收塔。利用蒸发系统的稀盐酸作为吸收液,即提高了盐酸的浓度也降低了生产成本。整套系统采用全负压吸收。保证了成品酸的氯化氢含量,降低了氯化氢气体的外泄,实现最大值的清洁生产。
3.4 硫酸盐粗品重结晶系统的工艺简介
对于硫酸盐粗品重结晶系统主要采用热溶加冷冻结晶的工艺,既可以产出标准的硫酸盐产品,又可以洗涤硫酸盐粗品的杂质和表层硫酸,固液分离后的母液可以重复使用,硫酸含量达到25%的母液进入磺化反应系统作为稀释液使用或者进入硫酸盐母液浓缩系统去浓缩。
3.5 硫酸盐母液浓缩系统的工艺简介
硫酸盐母液浓缩系统采用单效蒸发浓缩系统主要是对硫酸盐母液采用高真空蒸发,降低物料的沸点。浓缩后硫酸含量达到50%以上的浓缩液进入磺化反应系统粗品结晶釜冷冻结晶后固液分离,分离液进入母液高位槽作为滴加硫酸使用,节约浓硫酸的用量。冷凝液收集后进入硫酸盐粗品重结晶系统作为硫酸盐粗品的溶解液使用。
4磺化法(硫酸置换法)实施案例
4.1磺化法(硫酸置换法)处理钢制品盐酸酸洗废液实施案例
以下按在某热镀锌公司实施的具体项目为例。
本案例项目钢制品盐酸废液日处理量100t,项目投资1200万(使用寿命8年),年维护费用100万测算。要求回收盐酸浓度大于28%。氯化亚铁含量为25%;氯化氢含量为5%。本项目处理目的是从盐酸废液中制取硫酸亚铁和回收高浓度盐酸。工艺单元设计:1、将盐酸废液蒸发浓缩到氯化亚铁的饱和溶液;2、将氯化亚铁饱和浓度的浓缩液磺化反应制取硫酸亚铁粗品;3、将磺化反应产生的氯化氢气体利用蒸发系统的冷凝液(稀盐酸)反复吸收成清洁高浓度盐酸;4、硫酸亚铁粗品重结晶系统;5、硫酸亚铁母液浓缩系统。
4.1.1 项目实施成本核算:
项目实施成本核算:
A、处理成本:处理1t吨氯化亚铁含量25%、氯化氢含量5%盐酸废液,需要加入98%的硫酸约200kg,需要0.4MPa蒸汽消耗约400kg,总耗电约80kWh。每天16人,每班8人。
硫酸成本=0.2t×100元/t=20元。蒸汽成本=0.4t×200元/t=80元。
电耗成本=80×0.8元/kWh=64元。人工费用=16×150元/人.日/100=24元。
设备折旧成本=42元。装置年维护费用=33元。
B、回收物价值:每t盐酸废液可回收30%的盐酸约630kg,七水硫酸亚铁成品约550kg。回收盐酸利润=0.63t×200元/t=126元。回收七水硫酸亚铁利润=0.55t×200元/t=110元。
综上所述,本装置实际运行费用=硫酸 蒸汽 电费 人工 设备折旧 维护费用-回收盐酸-回收七水硫酸亚铁=20 80 64 24 42 33-126-110=27元。
按照每天处理量100t盐酸废液计算,每天处理费用总计:100×27元/t=2700元。按照外运费用1000元/吨,则外运处理费用为:100×1000元/吨=100000元;每天节约的总费用为100000-2700=97300元,每年按照处理时间300天计算;则每年节约的总费用为97300元×300=2919万元。按照总投资2000万计算,大约8个月就可以收回全部投资。
综合以上费用对比,本工艺处理法与外运处理相比,在处理费用上降低成本,达到了降本增效的目的,且结果显著。
4.2磺化法(硫酸置换法)处理酸性蚀刻废液实施案例
以下按在某废酸集中化处理公司实施的具体项目为例。
本案例项目业主单位要求酸性蚀刻废液日处理量100t。设计参数按项目业主单位实际生产中的检测数据为设计依据:铜离子含量为10%;氯化氢含量为10%。本项目处理的主要目的是从酸性蚀刻废液中制取硫酸铜和回收高浓度盐酸。本项目处理要求及相关过程:本项目实行综合处理模式,其中含以下五个系统(工段):1、将酸性蚀刻废液蒸发浓缩到氯化铜的饱和溶液;2、将氯化铜饱和浓度的浓缩液磺化反应制取硫酸铜粗品;3、将磺化反应产生的氯化氢气体利用蒸发系统的冷凝液(稀盐酸)反复吸收成清洁高浓度盐酸;4、硫酸铜粗品重结晶系统(增加干燥系统及包装系统);5、硫酸铜母液浓缩系统。
4.2.1项目实施成本核算:
A、处理成本:
处理1t吨铜离子含量10%、氯化氢含量10%酸性蚀刻废液,需要加入98%的硫酸约400kg,需要0.4MPa蒸汽消耗约800kg,总耗电约65kWh。每天12人,每班6人。
原液成本:1500元/t。硫酸成本=0.4t×100元/t=40元。蒸汽成本=0.8t×200元/t=160元。电耗成本=65×0.8元/kWh=52元。人工费用=12×150元/人.日/100t=18元
B、回收物价值:每t酸性蚀刻废液可回收31%的盐酸约690kg,五水硫酸铜成品388kg。回收盐酸=0.69t×200元/t=138元。回收五水硫酸铜利润=0.388t×10000元/t=3880元。
综上所述,本装置实际效益=产品利润-投入成本=盐酸利润 硫酸铜利润-原料成本-硫酸成本-蒸汽成本-耗电费用-人工成本=138 3880-1500-40-160-52-18=2248元/t。
按照每天处理量100t酸性蚀刻废液计算,每天效益总计:100×2248元/t=224800元。
每年按照处理时间300天计算;则每年产生的总收益约为22.48万元×300=6744万元。
按照总投资2500万计算,实际投产6个月就可以收回全部投资。
综上费用对比,本工艺处理法与目前国内的其它处理方法处理相比,不但在收益上有提高,还节约了废水、废渣的处理费用,达到了降本增效的目的,且结果显著。
5结语
5.1采用磺化法(硫酸置换法)处理金属制品盐酸废液制取硫酸盐及回收高浓度盐酸的处理工艺有益效果在于:本处理方法为循环处理过程,做到基本无三废排放,处理过程环保、无污染,能耗低,处理过程安全。所得回收产品盐酸和硫酸盐纯度高,回收率高,经济效益好。本处理方法简单,实施方便,易于维护管理,投入成本低。最终实现金属制品盐酸废液的全部回收处理,实现零排放、无污染的环保处理。
5.2 磺化法(硫酸置换法)处理金属制品盐酸废液装置更重要优点还在于:处理盐酸废液提取金属氯化盐、处理硫酸废液提取金属硫酸盐等不需要重复投资装置,只是在投资磺化法(硫酸置换法)处理金属制品盐酸废液装置时,适当增加蒸发工段和冷冻结晶工段的设备数量。也可以综合处理金属制品的盐酸废液和硫酸废液。
原标题:磺化法(硫酸置换法)处理金属制品盐酸废液工艺及装置
免责声明:以上内容转载自北极星环保网,所发内容不代表本平台立场。
全国能源信息平台*010-65367702,邮箱:hz@people-energy.com.cn,地址:北京市朝阳区金台西路2号人民日报社
,