点焊电极是点焊机中重要但又易损耗的零件,它的材质、结构形状直接影响焊接质量、生产成本和劳动生产率,也对自身使用寿命有影响。
5.1电极功能及基本要求
5.1.1电极功能
可归纳为传输电流、传递压力和迅速散热。
a.传输电流:点焊时焊接电流靠电极传输,流过电极工作面的电流密度很大,表4为三种金属材料点焊的一般电流密度范围。
表4 三种金属材料点焊电极工作面电流密度范围 (单位:A/mm2)
被焊金属
低碳钢
不锈钢
铝及铝合金
电极工作面电流密度范围
200-600
300-400
100-2000
从表中看出,点焊时的电流密度是常用导线电流密度的数十到数百倍,已超过一般导线所能承受能力。
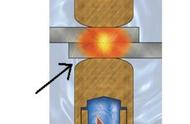
b.传递压力:点焊时须通过电极向焊件施加一定的焊接压力和锻压力。按被焊材料不同,电极压力高达几十千牛。焊接低碳钢时其内部压强达30-140MPa,焊不锈钢时为250-400MPa,焊高温合金时,高达400-900MPa。电极工作面直接接触焊点,它承受着焊接产生的高温,所以电极必须具有足够的高温强度,否则会导致电极工作面迅速变形与压溃而无法进行工作。
c.散热作用:点焊时,焊接区的大部分热量是从上、下电极传导而散失,被焊板件越薄,其散失的热量就越多。焊接厚度为1mm的低碳钢,电极散走的热量约占输入点总热量的70%-80%。
5.1.2对电极材料的基本要求
从上述可见点焊电极工作条件复杂、恶劣。为了发挥其功能,保证焊接质量和延长其使用寿命,所使用的电极材料必须:
a.在高温与常温下都有合适的导电、导热性能,具有高的耐氧化能力,并与焊件材料形成合金的倾向性小;
b.有足够的高温硬度和强度,再结晶温度高;
c.电极与焊件之间的接触电阻应足够低,以防止工件表面熔化。
5.2点焊电极的分类
点焊电极的形式和种类较多,在生产中大量采用标准电极 ,此外也根据需要采用许多专用的特殊形状的电极。按电极的结构形式分为整体式、分体式和复合式三大类。整体式电极是指构成电极的头部、杆部和尾部用同一材料制成整体;分体式电极只包括其中的两部分,通常是头部分开;复合式电极是指头部用特殊极材料制成并镶嵌到杆部上。在每一大类中又按每部分的构造特点分成若干小类,见表5。
5.3点焊电极的结构
5.3.1构造
图3为应用最广整体式直电极的构造及各部分名称。
头部是电极与焊件接触进行焊接部分,焊接工艺参数中的电极直径是指此接触部分的工作面直径。
杆部是电极的基体,多为圆柱体,其直径在加工中简称它为电极直径D,是电极的基本尺寸,其长度由焊接工艺需要决定。
尾部是电极与握杆或直接与电极臂配合(连接)的接触部分。须保证顺利传输焊接电流和电极压力。接触面的接触电阻要小,密封而不漏水。
5.3.2头部形状
点焊的标准直电极的头部形状有尖头、圆锥、球面、弧面、平面和偏心等六种,其形状特征与适用场合。
5.3.3尾部形状
点焊电极的尾部形状取决于它与握杆的连接形式。在电极与握杆的连接中最常用的是锥柄连接,其次是直柄连接和螺纹连接。与之相应,电极尾部的形状就有锥柄、直柄和螺旋等三种。
如果锥柄的锥度与握杆孔的锥度相同,则电极的装拆简单,不易漏水,适用于压力较高场合;直柄连接具有快速拆卸的特点,也适用于压力较高的焊接,但电极尾部应有足够好的尺寸精度,以便与握杆孔紧密相配,使导电良好。螺纹连接的最大缺点是电接触较差,其使用寿命不如锥柄电极。
极
镶嵌
电极
球面形、圆锥形、平面形
1、直杆
2、弯杆
1、锥柄连接
2、螺纹柄连接
适用于高温、焊接通电时间长、冷却不足或压力高的点焊场合
5.4点焊电极的基本尺寸
5.4.1标准直电极的基本尺寸
直电极的应用面广量大,其基本尺寸已标准化。表6是《电阻点焊直电极》(JB/T3158-1999)中规定标准直电极的基本尺寸 。是适用于焊接低碳钢、低合金钢、不锈钢和一般条件下焊接铝及铝合金的电极尺寸 。
5.4.2弯电极的基本尺寸
只要焊件结构允许,都应尽可能选用标准直电极,因为直电极结构简单,承载能力强,变形小,冷却效果好,加工方便、成本低。只有直电极无法焊接的部位才采用弯电极。
弯曲极的缺点是焊接时承受偏心力距,易出现挠曲,使上、下电极工作面对中不良,因此允许的电极力比直电极小。它的加工较复杂、成本高。
用冷弯压成的弯电极有单弯和双弯两种,其基本尺寸分别列于表7和表8。特殊弯电极另行设计。
,