我们都知道实际生产时,即便从设计结构和工艺控制方面采取了一定措施,实际焊接完成后,仍然存在一定的焊接变形和残余应力。
由于焊接应力对焊接结构质量造成诸多不利影响,因此,如何降低和消除焊接残余应力成为焊接领域的一个重要课题,人们也提出了多种消除和降低焊接残余应力的方法。下面我们就来介绍一下常用的消除应力方法,以便在实际应用中参考使用。
目前常用的消除应力方法主要有三种:自然时效、振动时效和热处理去应力,我们分别来进行说明。对于其他特殊时效方法也做简要说明。
第一、自然时效。
自然时效是指将工件放在室外等自然条件下,使工件内部应力自然释放从而使残余应力消除或减少。
自然时效是最古老的时效方法。它是把构件露天放置于室外,依靠大自然的力量,经过几个月至几年的风吹、 日晒、雨淋和季节的温度变化,给构件多次造成反复的温度应力。在温度应力形成的过载下,促使残余应力发生松弛而使尺寸精度获得稳定。
自然时效的优点:简单易行,无需任何设备,只需一块适当的空地就行,几乎不发生任何费用,自然时效降低了少量残余应力,提高了构件的松弛刚度,对构件的尺寸稳定性较好。
自然时效的缺点:时效周期较长,且不能完全消除残余应力,占用场地大,也不易管理,不能及时发现构件内的缺陷,因此对生产周期短,交货要求急的产品不太适应,已逐渐被淘汰。
第二、振动时效。
振动时效是通过振动使工件内部残余的内应力和附加的振动应力的矢量和,达到超过材料屈服强度的时候,使材料发生微量的塑性变形,从而使材料内部的内应力得以松弛和减轻。
振动时效是工程材料常用的一种消除其内部残余内应力的方法。通过激振器反复对工件施加周期性载荷,以机械方式迫使工件在其共振范围内产生共振,造成工件中残余的高峰值处产生微小塑性变形,使得工件内部残余应力峰值降低,并使残余应力重新均化分布,从而达到释放应力的目的。
振动时效优点:设备设备简单、操作方便、生产周期短(通常不超过1小时)、无氧化,尺寸精度稳定,减小应力效果好等诸多优点得到了越来越多地应用。采用振动时效处理可消除应力50% ~ 70%。
振动时效缺点:振动时效只能减小残余应力的峰值而不能完全消除残余应力,故振动时效对减少现存变形的效果不大,但对防止以后使用中将会产生的变形能起到较好地预防作用。
第三、热处理去应力。
热处理去应力是在适当的温度下停留适当时间,几乎可将焊接残余应力完全消除。通常在550~ 650 ℃, 最高不能超过材料的相变点或钢材自身的回火温度, 保温一段时间后缓慢冷却。当钢材的温度升高时,其屈服强度下降,这样原有的弹性应变会成为塑性应变,从而使应力松弛。
热处理去应力,采用整体消除焊接应力的效果最好,对重要的小型焊接件来说是非常行之有效的,也是常用的方法之一。对大型焊接件,由于受加热炉尺寸的限制通常不能整体加热消除应力,在焊件变形处局部加热消除焊接应力和应变亦能取得较好效果。
热处理去应力关键在于对加热温度、保温时间、以及温度的均匀性,等工艺参数的控制。热处理的温度越高,保温时间越长,应力消除越彻底。经过消除应力热处理后工件的应力一般能消除60% ~ 80% 以上。
热处理去应力优点:焊接应力的效果最好,几乎可将焊接残余应力完全消除。
热处理去应力缺点:大型焊接件受加热炉尺寸的限制通常不能整体加热。
第四、其他去应力方法
1)液压超载法
液压超载法指在可控条件下对容器施加一次或多次比其工作状态下稍大的外载荷,特别适合压力容器。
液压载荷形成的应力与容器局部存在的焊接残余应力叠加,当合成应力达到材料屈服极限时,局部区域便产生了塑性变形。随着外加应力值的增加,合成应力达到屈服极限的范围增大,产生塑性变形的范围也应相应增大,但应力值没有增加或增加不多。
由于容器本身是连续的,在外载荷卸除过程中,屈服变形区域与弹性变形区域同时以弹性状态回复,存在与容器内部的焊接残余应力随之获得释放而被部分消除。
此技术一般是通过水压试验来进行的,这对于一些焊后需要进行液压试验的焊接容器特别有意义。由于水压试验是压力容器制造过程中必经的工序,因此采用此方法无需增加设备的投入,工期短、成本低、体现了良好的经济效益。
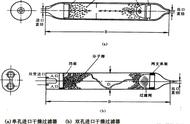
2)锤击法
锤击法是当焊缝金属在冷却时由于焊缝收缩时受阻而产生应力时,趁着焊缝和堆焊层还在赤热的状态下用锤轻敲焊缝区,焊缝金属在迅速均匀的锤击下产生横向塑性伸展,使焊缝收缩得到一定补偿,从而使该部位的拉伸残余应力的弹性应变得到松弛,焊接残余应力即可部分消除。
锤击法特别适用于较长的焊缝和堆焊层。锤击由于在较高的温度下进行, 但应避开材料的蓝脆范围。多层焊时,第一层和最后一层焊缝不用锤击,其余每层都要锤击。第一层不锤击是为了避免产生根部裂纹,最后一层焊缝要焊接得较薄,以便消除由于锤击而引起的冷作硬化。
锤击法从原理上讲对防止应力腐蚀开裂是会有一定的抑制作用,在实际压力容器制造中应用比较广泛。
但是由于在实践操作过程中没有量化指标和较严格的操作规程,受人为操作因素影响较大,加上对比使用的验证工作不够,始终未被现行标准所采用,无法作为消除应力的最终处理,目前只作为焊接过程中的应力松弛手段,也可用于难于进行热处理的奥氏体不锈钢焊接中。
总结一下,降低和消除焊接残余应力是焊接领域的一个重要课题,我们必须熟悉和理解这几种常用的去应力方法并加以运用:热处理去应力方法效果最好,可以去除应力60-80%以上,实际应用广泛;振动时效可以去除50-70%的应力,应用范围越来越广;自然时效周期太长,实际中已经很少应用,锤击和液压加载法在特殊产品中可以选择使用。