夜光粉的使用方法主要有注塑,喷漆和丝印,今天主要讲下夜光粉在塑料中的使用工艺。
夜光粉有和就塑料的填料一样的使用方法,所不同是夜光粉在加工过程中易变黑,而使塑料发光制品 发光辉度下降,并影响外观色泽。为了更好的在塑料中使用夜光粉。
一、配方上:
1.树脂(塑料)的选择:
1 ) 最好选择粉状树脂和熔融指数相对高一点的树脂.
2) 选择透明度高的树脂.
3) 选择较软的树脂.
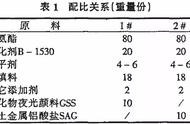
2 .夜光粉的选择:
1) 选择粒径在 250 目的发光粉,在制品的辉度和性能比较适宜。
2) 建议添加比例:5-20%为宜.
3 .分散剂和润滑剂,光稳定剂。
分散剂和润滑剂有利于发光粉的分散并减少加工中对机械的摩擦,有效防止
变黑.
4 .其它助剂的选用
根据用户的需要,适当选择助剂,以改进其性能.
二.塑料发光材料在受热加工时,往往容易变黑,影响其发光性能的发挥。可以通过设备的选择和
工艺条 件控制两方面加以克服。
其一、如果挤出机有安装过滤网片,可以考虑去掉过滤网片,如果不能去掉建议使用 40~60 目的过滤网片。
其二、加工设备的选择与改进。通过螺杆结构的调整,使之减小加工中对物料的剪切和摩擦,降低材料的 变黑程度。
a):减小螺杆的长径比 最好选用长径比为 20/ 1 的螺杆,可减少物料在料筒中的停留时间,降低制品变黑的 可能性。
b):减少螺杆的啮合块 调整螺杆模块的形式,去掉五对啮合块,换成螺纹块,并重新排布组合元件以降 低对发光材料的摩擦。
其三、加工条件的控制
㈠温度 适当提高螺杆第二段温度,使物料进入后很快进入粘流态,迅速将发光材料包裹起来以减少对螺 杆的摩擦,防止变黑。
㈡螺杆转速 降低螺杆转速,可以克服因减少长径比而导致的物料塑化不足,同样还能减少物料在螺杆中 的摩擦,防止制品变黑。
(三) 如果设备改变不了,则可适当提高主机加料段和输送段的温度 (2-3 度即可)。
主机的转速应比正常情况下的转速高 15%至 20% ,以提高物料运行速度。
,