(3)主偏角与副偏角的选择。面铣刀主偏角的作用及其对铣削过程的影响,与车刀主偏角在车削中的作用和影响相同。常用的主偏角有45°、60°、75°、90°,工艺系统的刚性好,取小值;反之,取大值,主偏角选择如表4-3所示。副偏角一般为5°~10°。圆柱铣刀只有主切削刃,没有副切削刃,因此没有副偏角,主偏角为90°。
表4-3 主偏角的选择

3.刀片槽形的选择 铣刀刀片槽形的选择(见表4-4)对于断屑、已加工表面的表面性能、表面质量等有重要意义。
表4-4 刀片槽形的选择

4.齿数的选择 铣刀齿数的选择(见表4-5)主要考虑的是齿距的疏密程度,齿距的疏密对加工表面质量、排屑和刀齿耐冲击程度等有重要影响。
表4-5 齿数的选择

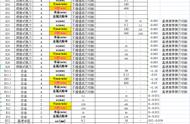
五、铣削过程中常见问题的解决方法
在铣削加工过程中,由于工件材料、切削参数和刀具几何参数等因素的影响,常出现刀具磨损、崩刃和积屑瘤等现象。如表4-6所示为几种常见问题的解决方法。
表4-6 铣削过程中常见问题的解决方法