刀的分类、几何角度、铣削方式、选用原则以及铣削过程中常见问题的解决方法等方面了解一下。
铣刀是用于铣削加工、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于铣削上平面、台阶、沟槽、成形表面加工和切断工件等工艺。铣刀产品的几种常见形式如图4-1所示。

图4-1 铣刀类型
a)圆柱平面铣刀 b)面铣刀 c)槽铣刀 d)两面刃铣刀 e)三面刃铣刀 f)错齿三面刃铣刀 g)立铣刀h)键槽铣刀 i)单角度铣刀 j)双角度铣刀 k)成形铣刀
一、铣刀的分类
(一)按功能分类
1.圆柱形铣刀 用于卧式铣床上加工平面,刀齿分布在铣刀的圆周上。按齿形分为直齿和螺旋齿两种。按齿数分为疏齿和密齿两种。螺旋齿与疏齿铣刀的齿数少,刀齿强度高,容屑空间大,适用于粗加工;而密齿铣刀适用于精加工。
2.面铣刀 用于立式铣床、卧式铣床或龙门铣床上加工平面。端面和圆周上均有刀齿。面铣刀也有粗齿和细齿之分,其结构有整体式、镶齿式和可转位式三种。
3.立铣刀 用于加工沟槽和台阶面,刀齿在圆周和端面上,一般工作时不能沿轴向进给。当立铣刀上有通过中心端齿时,可轴向进给。
4.三面刃铣刀 用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
5.角度铣刀 用于铣削成一定角度的沟槽,有单角铣刀和双角铣刀两种。
6.锯片铣刀 用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣削时的摩擦,刀齿两侧有15′~1°的副偏角。
7.模具铣刀 模具铣刀用于加工模具型腔或凸模成形表面。模具铣刀是由立铣刀演变而成的,按工作部分外形可分为圆锥形平头、圆柱形球头、圆锥形球头三种。硬质合金模具铣刀用途非常广泛,除可铣削各种模具型腔外,还可代替手用锉刀和砂轮磨头清理铸、锻、焊工件的飞边,以及对某些成形表面进行光整加工等。该铣刀可装在风动或电动工具上使用,生产率和寿命比砂轮和锉刀提高数十倍。
8.齿轮铣刀 按仿形法或无瞬心包络法工作的切齿刀具,根据形状的不同分为盘形齿轮铣刀和指形齿轮铣刀两钟。
9.螺纹铣刀 通过三轴或三轴以上联动加工中心实现铣削螺纹的刀具。此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
(二)按产品结构分类
1.整体式 刀体和刀齿制成一体。
2.整体焊齿式 刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
3.镶齿式 刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式铣刀;刀头在夹具上单独刃磨的称为体外刃磨式铣刀。
二、铣刀的几何角度
铣刀的种类、形状虽多,但都可以归纳为圆柱铣刀和面铣刀两种基本形式,每个刀齿可以看作是一把简单的车刀,所不同的是铣刀回转、刀齿较多。因此只通过对一个刀齿的分析,就可以了解整个铣刀的几何角度。以面铣刀为例来分析铣刀的几何角度。面铣刀的标注角度如图4-2所示。面铣刀的一个刀齿,相当于一把小车刀,其几何角度基本与外圆车刀相类似,所不同的是铣刀每齿基面只有一个,即以刀尖和铣刀轴线共同确定的平面为基面。因此面铣刀每个刀齿都有前角、后角、主偏角和刃倾角四个基本角度。
(1)前角γο:前面与基面之间的夹角,在正交平面中测量。
(2)后角αo:后面与切削平面之间的夹角,在正交平面中测量。
(3)主偏角κr:主切削平面与假定工作平面间的夹角,在基面中测量。
(4)刃倾角λs:主切削刃与基面之间的夹角。
面铣刀在主剖面系中的有关角度如见图4-2所示,在设计、制造、刃磨时,还需要进给、背吃刀量剖面系中的有关角度,还有径向前角γf和轴向前角γp。

图4-2 面铣刀的几何角度
三、铣削方式
(一)端铣的铣削方式
用面铣刀加工平面时,依据铣刀与工件加工面相对位置(或称吃刀关系)的不同可分为三种铣削方式:对称铣、不对称逆铣和不对称顺铣,如图4-3所示。

图4-3 端铣的三种铣削方式
a)对称铣 b)不对称逆铣 c)不对称顺铣
1.对称铣 铣刀轴线位于铣削弧长的对称中心位置,即切入、切出时切削厚度相同时为对称铣。这种铣削方式具有较大的平均切削厚度,在用较小的每齿进给量铣削淬硬钢时,为使刀齿超越冷硬层切入工件,应采用对称铣削。
2.不对称逆铣 切入时切削厚度小于切出时切削厚度为不对称逆铣。铣削碳钢和一般合金钢时,采用这种铣削方式,可减小切入时的冲击,使硬质合金面铣刀的使用寿命提高一倍以上。
3.不对称顺铣 切入时切削厚度大于切出时切削厚度为不对称顺铣。实践证明,不对称顺铣用于加工不锈钢和耐热合金时,可减少硬质合金的剥落磨损,可提高切削速度40%~60%。
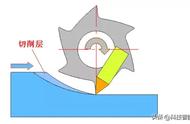
(二)圆周铣的铣削方式
根据铣削时切削层参数变化规律的不同,圆周铣削有逆铣和顺铣两种形式。逆铣铣削时(见图4-4),铣刀切入工件时的切削速度方向与工件的进给方向相反,这种铣削方式称为逆铣。逆铣时,刀齿的切削厚度从零逐渐增大。刀齿在开始切入时,由于切削刃钝圆半径的影响,刀齿在工作表面上打滑、产生挤压和摩擦,使这段表面产生严重的冷硬层。至滑行到一定程度时(即切削厚度≥切削刃钝圆半径),刀齿才能切入工件。下一个刀齿切入时,又在冷硬层上挤压、滑行,使刀齿容易磨损,同时使工件表面粗糙度值增大。此外,逆铣加工时,当接触角大于一定数值时,垂直铣削分力向上,容易使工件的装夹松动而引起振动。