2)如果上偏差或下偏差为零时,应简写为“0”,前面不注“ ”、“—”号,后边不注小数点;另一偏差按原来的位置注写,其个位“0”对齐,如图ф30。
3)如果上、下偏差煤数值绝对值相同,则在基本尺寸后加注“±”号,只填写一个偏差数值,其数字大小与基本尺寸数字大小相同,如ф80±0.017。
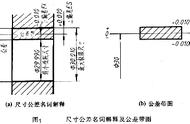
3、同时村注公差带代号和偏差数值
如图9c所示,偏差数值应该用圆括号括起来。这种标注形式集中了前两种标注形式的优点,常用于产品转产较频繁的生产中。
国家标准规定,同一张零件图上其公差只能选用一种标注形式。
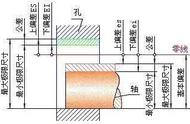
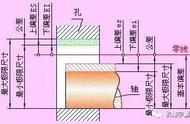
三)极限偏差数值的查表
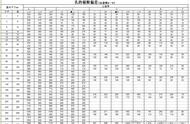
当孔或轴的基本尺寸、基本偏差代号和标准公差等级确定后,可由极限偏差表中直接查得孔或轴的上、下偏差;对于基准件(基准孔和基准轴)直接从标准公差表中查得。
[例10-3] 查表写出ф30和ф18的轴、孔偏差数值。
1、查ф30的轴、孔偏差数值
从该配合代号中可以看出孔、轴基本尺寸为ф30,孔为基准孔,公差等级7级;相配的轴基本偏差代号为f,公差等级6级,属基孔制间隙配合。
2、 查ф30H7基准孔。在附表中由基本尺寸24~30的横行与H7的纵列相交处,查得上、下偏差为μm(即mm),所以ф30H7可写成ф30。0.021就是该基准孔的公差,因此,也可在标准公差表中查得,在基本尺寸>18~30的横行与IT7的纵列相交处找到21μm(即0.021mm),可知该基准孔的上偏差为 0.021,其下偏差为“0”。
3、查ф30f6轴。
在附表6-1中,由基本尺寸>24~30的横行与f6的纵列相交处,查得上、下偏差为μm(即mm),所以ф30f6可写成ф30。
,