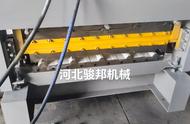
辊轮的调试
1.压瓦机上下轧辊中心线应在同一平面线上,以中心轮为准,平面度不大于1mm;
2.压瓦机每一排上下轧辊的间隙相等,间隙偏差 0.1mm。

用常规量具或塞尺调试
彩钢压瓦机的正确调试可以提高压瓦机的使用寿命,为企业带来相应的效率和效益。合理正规的操作也会避免一些不必要的事故的发生,这样对操作人员本身也是很好的办法。彩钢瓦设备压瓦机压板跑偏的调试方法,如板向右跑,垫左角,或落右边底平。
先把彩钢压瓦机设备机前、后两排队的四角从大架到底轴上端的高度量一致,然后从第一排到最后一排,找一根线拉直,检查一下,下轴是否在一条直线上,把下轴左、右两边调成水平。把彩钢瓦设备第一排和最后一排找好中心,然后紧固两边锁母,在中间轮的正中心前。
1.使用工具松开底刀后面的定位螺丝备母,哪里间隙大,稍微调整哪里的定位螺丝;
2.升起上刀,放板,降下上刀,看能否剪断;
3.如果可以剪断,就把备母备上,如果不能剪断继续调整,直至剪断;
4.如果只调后面螺丝不行的话,就需要松开前面的螺丝,都是稍微松动,避免大量松动造成上下刀错位而啃刀。