形成原因:
1)、纤料或母材本身有油污或氧化;
2)、焊接速度过快,焊中的气体为有效排出;
3)、火焰为还原焰,产生还原性氢气孔;
预防措施:
1)、保证母材纤料清洁度;
2)、选择中性焰焊接,速度适中。
6、烧穿
特征:焊件靠近缝处被烧损穿洞。

形成原因:
1)、操作不熟练,未摆动焊枪;
2)、火焰调节不当,温度控制不均匀,焰心火焰温度过高
3)、焊接面受热不均匀,局部温度过高;
预防措施:
1).焊接时要来回摆动焊枪,防止局部过热;
2).选择中性焰焊接。
3)、管道焊接面均匀升温,快速焊接
7、裂纹
特征:钎焊接头的裂纹包㓉母材裂纹和钎缝裂纹。母材、钎缝力学性能下降,在残余应力作用下产生裂纹。

形成原因:
1)、钎料含磷量过高,材料韧性减弱;
2)、铜冷收缩率明显,残余热应力引起裂纹;
预防措施:
1)、改用接性能更优良的焊条;
2)、回火处理消除残余应力。
8、焊漏
特征::焊缝不完整,部分位置未完全熔合成整条焊,焊缝存在泄漏通道。

形成原因:
1)、火焰钎焊焊接热输入过小;
2)、施加钎料时温度不均匀;
3)、焊缝表面有氧化皮、油污等杂质。
预防措施:
1)、均匀加热;
2)、用火焰加热工件待工件呈暗红色时添加。
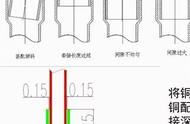
三、预防措施
焊接中钎焊加热的过程中焊枪在需要加热部位来回摆动,不得定点加热;
加入钎料时,必须从火焰加热方向的背面添加焊料;焊接时枪嘴不能离工件太近,否则容易回火;钎焊紫铜时,一般先预热插入管,使管配合紧密,然后集中加热外配管。