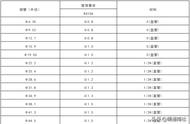
一定长度的弯管在设备上弯曲后,管子的轴线长度就会有效地增大,其增大量称为管子的伸长量。在使用弯管的过程中,可以根据其生产和使用的经验有效地列出延伸数据表,但这种方法的误差会比较大。

管道弯曲伸长理论的计算方法与回弹理论的计算方法是一致的。目前,在实践中还没有成功应用理论计算公式的先例,需要进一步探讨。在飞机和汽车制造业,它已经使用了多年。
同时,所谓的圆弧常数是弯曲角为100°时所用的材料长度。结果表明,管件的伸长与成形角成正比。
弯管进行了大量的伸长试验,对每一批材料的数据进行了回归分析和计算,计算了弯管的伸长率,并对五家船厂的几种弯管机进行了多种规格的无芯和有芯的弯管实验。
通过对实测气体数据的回归分析,曲线管的相关系数c在0197~0199之间,表明同一批材料的管道之间存在明显的直线关系,因此,在工程弯曲角范围内,管道的伸长量$L 与成形角H′之间均呈不过原点的直线关系。

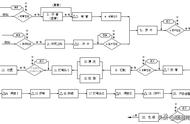
弯管试验的理论分析,为了分析扩展试验结果的正确性,需要对弯管机弯管条件进行受力分析,经过一定的假设和简化,进行了大量的计算。
弯管是一种经常用于施工的管件,在有限的空间条件下能够完成相应的施工,具体它的操作流程是怎样的?
1.管型规整化:在设计和布置管道时,避免过大的圆弧、复合弯曲、任意曲线和大于180°的弧度。
2.弯曲半径:弯曲模的R值是管径的2-3倍。

3.半径标准化:弯曲半径应尽可能地实现“一管一模”和“多管一模”。对于一根管,无论有多少弯曲,弯曲角是多少,弯曲半径只能有一个。
4.弯曲成形速度:将导管的弯曲速度确定为机器弯曲速度的20%-40%为宜。
5.芯棒及其位置:它的切线比弯管模的切线提前1~2mm较好,此时弯管质量比较理想。
弯管的操作流程是上述的详细内容,施工人员应根据相应的操作流程注意施工,避免失误,提高施工效率和质量。
以上为大家具体介绍了关于弯管的伸长理论和数据分析以及弯管的操作流程相关问题,希望上述内容能够帮助到大家更好的了解和认识弯管,在施工中能够更好的运用弯管。
部分图文来源于网络,如有侵权请联系删除!
,