焊接速度比较慢,需要焊枪、焊嘴、气源、填充焊条。其中焊条的截面形状有多种多样,常见是形状有圆形、矩形、绳形、D形、B形等,直径2~8mm。

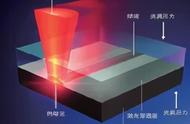
热气焊有热气摆动焊、热气嵌入焊、热气搭接焊、热气挤塑焊。热气焊通常温度为200~400℃,流速15~70L/min。典型塑料品种热气焊的温度范围:PVC 210± ;PP 220±20;PMMA 250±10;PC 330±10;POM 230±10。具体准确温度要试焊测试后最终确定。
热风焊接视频源于网络
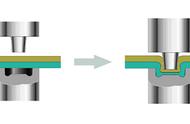
2、热工具焊
①热工具焊是利用高温表加热连接面,使之充分软化,施加适当压力并夹紧,冷却后实现致密连接。
②适用于热塑性材料,既可焊接塑料薄膜也可以焊接塑料厚板,连接速度快,一般在410s之间,接头强度高。接头附近可能存存应力。
③主要焊接型材等塑料件,需要具有一定面积的加热工具,如电烙铁、接有加热元件及控制的钢板、钢管,需要适当夹具。

3、电阻植入焊
①将导电的电阻材料放入焊接界面中,施加焊接压力并对电阻材料通过电流,将焊接界面上的塑料熔化,熔化的塑料相互润湿混台扩散,消除原来的宏观焊接界面形成焊缝,同时电阳材料被保存在最终的焊缝中。
②电阻植入焊的设备简单,容易操作。需要一定功率的加热电源和植入电阻材料。
③焊接接头残留电阻丝与塑料不相熔的材料,降低焊缝强度及耐腐蚀性。
4、超声波焊

①超声波焊是超声波通过被连接件,压接触表面发生相互摩擦,产生的热量将工件表面熔化。实现连接。
②适于热塑性材料,接头强度高,焊接速度快、自动化挂度高、焊缝美观。
③焊件尺寸及形状受到限制,应用面较窄,需要超声波焊接没备和相应夹具。